




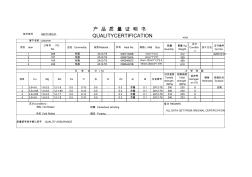
40800 数量 Quantity 重量 Kg Weight 区分 Conditio n 加工方法 证书编号 Cer No. 312 SZ0812167 328 489 618 项目 Cu Mg Mn Fe Ti Si Cr Zn Al Ni 合金牌号 抗拉强度 Tensile strength (MPa) 屈服强度 Yield strength (MPa) 延伸率 Elongati on (%) 硬度 Hardness 表面状况 Surface 1 3.8-4.9 1.6-2.5 1.2-1.6 0.5 0.15 0.5 - 0.3 余量 0.1 2A12-T6 300 230 8 合格 2 3.8-4.85 1.6-2.6 1.2-1.65 0.5 0.15 0.5 - 0.3 余量 0.1 2A12-T6 300 230 8 3 3.8-4.85 1.6-2.5 1.2-1.7
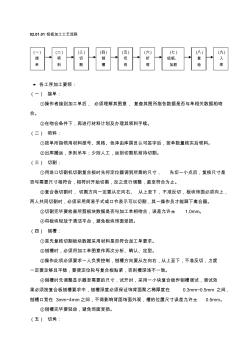
02.01.01 铝板加工工艺流程 ◆ 各工序加工要领: (一) 接单: ①操作者接到加工单后, 必须理解其图意, 复查其图所指各数据是否与单相关数据相吻 合。 ②在吻合条件下,再进行材料计划及办理其领料手续。 (二) 领料: ①按单所指领用材料型号、规格、色泽由库房员认可签字后,按单数量核实后领料。 ②出库搬运,多则吊车;少则人工,运到切割机前待切割。 (三) 切割: ①用进口切割机切割复合板时先将定位器调到所需的尺寸, 先切一小点后,复核尺寸是 否与需要尺寸相符合,相符时开始切割,反之进行调整,直至符合为止。 ②复合板切割时, 切割方向一定要从左向右、 从上至下,不准反切,板块饰面必须向上, 两人共同切割时,必须采用简易手式或口令表示可以切割,其一操作员才能踩下离合器。 ③切割完毕要检查所剪板块数据是否与加工单相吻合,误差允许± 1.0mm。 ④将板块轻放于清洁平台,避免板块饰面受损。
热门知识
2014铝板-
话题: 造价软件xinganquan
-
话题: 造价软件yz10181018yz
-
话题: 造价软件fengzheng945

精华知识
2014铝板
最新知识
2014铝板
2014铝板相关专题
- 20米拖链怎么安装
- 20平米客厅装修效果图大全2019图片
- 20平米小户型装修效果图大全2019图片
- 20平米客厅装修图片
- 20平方米房间装修图
- 20平米房子装修效果图
- 20平单身公寓装修效果图
- 20平米房间装修图
- 20平米房间装修
- 20平方房间装修
- 广东江门建设工程材料厂商报价(2014年4季度)
- 广东江门建设工程材料厂商报价(2014年3季度)
- 基于BIM技术大空间多重曲面蜂窝铝板吊顶施工方法
- 冷板、铝板、不锈钢板折弯牌安装说明
- 铝型材及铝板材氟碳喷涂质量检验标准
- 像合金铝板的高强度复合材料ARALL层压板材
- 建筑设计防火规范GB50016-2014修订主要内容
- 幕墙外墙外装饰工程施工组织设计铝板石材玻璃了雨棚模板
- 幕墙施工节点做法详图铝板幕墙、石材幕墙、玻璃幕墙
- GB50974-2014年消防给水与消火栓系统技术规范
- 安全疏散和避难建筑设计防火规范GB50016-2014
- 单元式幕墙施工组织设计玻璃幕墙、铝板幕墙、拉索幕墙
- 外墙铝板幕墙施工工艺
- 外墙铝板幕墙施工方案
- 新版建筑业企业资质标准建市[2014]159号
- 外墙干挂铝板技术交底
- 建设部令2014第18号建筑工程施工许可管理办法