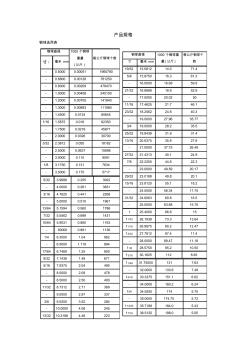
贴膏剂黏附力测定方法钢球规格
贴膏剂黏附力测定方法钢球规格
球 号 | 直径 | 每千个重量/kg | 球号 | 直径/mm | 每千个重量/kg |
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 | 0.794 1.588 2.381 3.175 3.969 4.763 5.556 5.953 6.350 7.144 7.938 8.731 9.525 10.319 11.113 11.509 11.906 12.303 12.700 13.494 14.288 15.081 15.875 | 0.002 0.016 0.055 0.132 0.257 0.440 0.702 0.86 1.03 1.50 2.06 2.66 3.55 4.43 5.64 6.20 6.93 7.5 8.42 10.1 12.0 14.1 16.5 | 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 | 16.669 17.463 18.256 19.050 19.844 20.638 22.225 23.019 23.8131 25.400 26.988 28.575 30.163 31.750 33.338 34.925 36.513 38.100 41.275 42.863 44.450 47.625 50.800 | 19.1 21.9 25.0 28.4 32.4 36.2 45.2 50 55.5 57.4 80.8 95.5 112.8 131.9 152 175 198.1 227.3 287.57 320.4 361 439.5 538.8 |
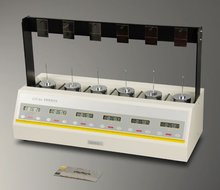
测定法 试验前,除去供试品包装材料,使互不重叠在室温放置2小时以上。
取供试品3片,置于(按各品种项下规定的倾斜角15°或30°)倾斜板中央,膏面向上,斜面上部10cm及下部15cm用0.025mm厚的涤纶薄膜盖,中间留出5cm膏面(如图),将各品种项下规定的钢球,自斜面顶端自由滚下。
供试品中,3片应有2片或2片以上能在测试段上粘住钢球,如有1片不能粘住,再用较小,一号钢球试验,应能粘住。如只有1片能粘住钢球,而另2片只能粘较小一号的钢球,则应另取3片复试,3片均应能粘粘住钢球为符合规定。
第二法 (持黏力的测定) 将供试品黏性面粘贴于试验板表面,垂直放置,沿供试品的长度方向恳挂一规定质量的砝码,记录供试品滑移直至脱落的时间或在一定时间内位移的距离。
试验装置
试验架 由可调节水平的底座和悬挂、固定试验板的支架组成。试验架应使悬挂在支架上的试验板的的工作面保持竖直方向。
试验板 为厚1.5~2.0mm、宽125mm、长125mm的不锈钢板,试验板表面粗糙度应不大于0.4μm。试验板表面有永久性污迹或伤痕时,应及时更换。
压辊 为用橡胶包覆的钢轴,重2000g。
加载板 材质、尺寸及表面要求同试验板。
测定法 试验前,除去供试品包装材料,使互不重叠在空温放置2小时以上。
用擦拭材料蘸清洗剂擦洗试验板和加载板,用于净的纱布仔细擦干,如此反复清洗一次以上,直至板的工作面清洁为止,洁净后的板面不得用手或其他物体接触。将供试品纵向粘贴在紧挨着的试验板和加载板的中部,用压辊在供试品上来向滚压两次,供试品在板上粘贴后,放置20分钟,固定于试验架,记录测试起始的时间。
达到规定时间后,卸去重物。测量供试品的位移值,或者记录供试品从试验板上脱落的时间,试验结果以一组供试品的位移量或脱落时间的算术平均值表示。
第三法(剥离强度的测定)
采用180°剥离强度试验测定。
试验装置
拉力试验机 应使供试品的踊坏负载在满标负荷的15%~85%之间:力值示值误差不应大于1%;试验机以300mm/min±10mm/min速度连续剥离;应附有能自动记录剥离负荷的绘图装置。
试验板 为厚1.5~2.0mm、宽50mm±1mm、长125mm±1mm的不锈钢板。
聚酯薄膜 采用符合IB256 77(6020聚酯薄膜)规定的厚度为0.025mm的薄膜、长度约为110mm,宽度应大于供试品约20mm。
测定法 试验前,除去供试品包装材料,使互不重叠在室温下放置2小时以上。
将供试品背衬用双面胶固定在试验板上。必要时,用胶带沿供试品上下两侧过缘加以固定,使供试品平整地贴合在板上。
将供试品黏性面与洁净的聚酯薄膜粘接,用2000g重压辊在供试品上来向滚压三次,以确保粘接处无气泡存在。供试品粘贴后,应放置20~40分钟后进行试验。
将聚酯薄膜自山端对析(180°),把薄膜自由端和试验板分别上、下夹持于试验机上。应使剥离面与试验机线保持一致。试验机以300mm/min±10mm/min速度连续剥离,并有自动记录仪绘出剥离曲线。试验结果以剥离强度的算术平均值表示。
贴膏剂黏附力测定方法造价信息
第一法(初黏力的测定)采用斜坡滚球测定,即将一不锈钢球从置于倾斜板上的供试品黏性面滚过,根据供试品黏性面能够粘住的最大球号钢球,评价其初黏性的大小。
试验装置 主要由倾斜板、底座、不锈钢球和接球盒等组成。倾斜板为厚约2mm的不锈钢板,倾斜角为15°或30°;底座应能调节并保持装置的水平状态;接球盒用于接板上滚落的钢球,其内壁应衬有软质材料;不锈钢球球号及规格应符介下列规定。
贴膏剂黏附力测定方法钢球规格常见问题
-
耐磨钢球20-150
-
主要种类规格是这样的 1.低铬球磨机钢球 规格(20-130mm) 2.中铬球磨机钢球 规格(20-130mm) 3.高铬...
-
本标准规定了主要水泥产品的定义及有关名词术语的涵义,适用于水泥生产、使用、教学、科研、设计和出版等部门。 1水泥定义 1.1水泥加水拌和成塑性浆体,能胶结砂石等适当材料并能在空气和水中硬化的粉状水硬性...
贴膏剂黏附力测定方法钢球规格文献

 钢球规格表
钢球规格表
宁国市众城耐磨材料有限责任公司 http://www.jlhjff.com/ 钢球规格表 优先采用的钢球规格公称直径 Dw 见图 1 宁国市众城耐磨材料有限责任公司 http://www.jlhjff.com/ 钢球采用符合 GB/T18254-2000,GB/T18579-2001规格的轴承钢制造 ,热处理质量应符 合 JB/T1255的规格 钢球具体规格 : 宁国市众城耐磨材料有限责任公司 http://www.jlhjff.com/ 30mm, 30.163mm, 31mm, 31.75mm, 32mm, 33.338mm, 34mm, 35mm, 34.925mm, 36. 513mm, 38.1mm, 39.688mm, 40mm, 41.275mm, 42.863mm, 44.445mm, 4 5mm, 46.625 mm, 50mm, 50.8mm, 53.975
 钢球规格表
钢球规格表
产品规格 钢球选用表 钢球直径 1000 个钢球 重量 (公斤) 每公斤钢球个数 寸 i 毫米 mm - 0.5000 0.00051 1960780 - 0.6800 0.00128 781250 - 0.8000 0.00209 478470 - 1.0000 0.00408 245100 - 1.2000 0.00705 141840 - 1.3000 0.00893 111980 - 1.4500 0.0124 80645 1/16 1.5875 0.016 62350 - 1.7500 0.0218 45871 - 2.0000 0.0326 30700 3/32 2.3812 0.055 18182 - 2.5000 0.0637 15698 - 3.0000 0.110 9091 1/8 3.1750 0.131 7634 - 3.5000 0.175 5717 5/32 3
浸膏剂多用渗漉法制备,工艺程为:药材→水洗→干燥→粉碎→过筛→浸渍→渗漉→浓缩→醇沉→浓缩→成品→检验→入库
渗漉时先收集中药量85%的初漉液,保存;续漉液低温浓缩城稠膏状与初漉液合并,搅匀。浸渍与渗漉加入相同浓度的乙醇,醇沉使用乙醇浓度较高,一些杂质在醇浓度高的环境下溶解度降低,析出被除去。此外,某些以水为溶剂的中药浸膏,也可用煎煮法制备,如益母草浸膏、贝母花浸膏等;某些浸膏使用溶解法制成,如甘草浸膏等。
中药浸膏超滤膜分离工艺
药材→水洗→干燥→粉碎→过筛→浸渍→渗漉→浓缩→醇沉→超滤膜过滤→浓缩→成品→检验→入库
中药浸膏超滤膜过滤技术特点:
(1)超滤膜过滤精度高,透过液澄清透亮,提高产品质量;
(2)均质过滤,有效成分损耗少;
(3)减少耗材的损耗,降低企业成本;
(4)错流过滤,可以解决高浓度药液过滤的污堵问题;
(5)膜系统自控程度高,便于操作、清洗维护等。
凿为单面刃贴钢带桍,连接握柄,用于开沟槽,凿榫眼。形制有平凿、斜刃凿、半圆凿、扁铲等。凿子又分2分、3分、4分、5分、6分(刃宽)等多种型号。凿子截面为梯形,刃一端向桍逐渐变窄,利于凿榫眼和泛木屑。
凿子全长5寸~6寸,凿身大体占2/3,桍占1/3。凿身锻打、贴钢和锛子一样,桍为卷制的锥形。凿身贴钢后,将桍一端拍成扇形,在砧子一侧的锥形钢棍上弯卷,合围锻接成圆锥形桍。凿身非贴钢的一面开刃,后淬火。
淬火,俗称蘸火,金属制品的一种热处理工艺。即把工件加热到一定成度,随即浸入液体中冷却,使材料内部结构发生变化,以提高制品的硬度和强度。淬火介质有水、盐溶液、畜血、畜尿等。《北史·艺术列传》:“造宝铁刀,其法烧生铁,精于重揉铤,数宿则成钢。以揉铁为刀脊,浴于五牲之溺,淬于五牲之脂,轧甲过三十轧。”据说用这些介质淬火,可使制品韧度、硬度兼备,锋利无比,可削铁如泥,迎风断发。据资料介绍,我国古代名剑“莫邪”、“干将”就是经过千锤百炼,以油脂淬火而成。一般工具淬火,多用清水或淡盐水淬火。
模内贴优点
1、直接增强了产品的防伪功能,更能符合高标准企业的品牌保护需要。
2、模内贴标印刷精美、可做镭射、镀铝等特效,使产品包装档次大大提高。
3、形式新颖美观,不易脱落破损、防水、防油、防霉
4、提高被包装产品的卫生、安全性,杜绝二次印刷和贴标签的环境污染。
5、综合成本明显低于传统标签和直接丝印且环保。
6、具有一定的防伪效果,由于模内贴商标本身制作成本较高,加之由于使用过程需由机械手系统完成送标工作,因而在资金和技术上均有一定的门槛。
7、优异的再回收性能;模内商标通体采用聚烯烃类材料制作。可以不经剥离与容器一起粉碎再利用。无二次污染发生。
模内贴缺点
1、生产需要专业的注塑机器.
2、模内贴标需专业印刷机器.
贴膏剂黏附力测定方法相关推荐
- 相关百科
- 相关知识
- 相关专栏
- ddc控制器
- 铝合金龙骨
- 丝攻和丝板
- 国标电缆
- 不锈钢拉手
- TABER耐磨耗试验机
- 粘附力测试仪
- 玉绣楼
- 电子元器件
- 国际工程项目管理实务
- 搭焊管机
- 惯性秤
- 拖链电缆
- 钢结构工程施工员必读
- 拉手离线地图
- 鸢尾花谢
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 乙酰丙酮分光光度法测定新装修住宅室内空气中的甲醛
- 以水利项目为例分析社会稳定风险评估方法与要点
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 乙酰丙酮测定水性内墙涂料中甲醛含量的不确定度评定
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 有关CAD技术在水利工程设计中的实际应用方法
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 用于制冷系统稳定运行时制冷剂分布测试的新方法
- 圆钢管通用规格表(20201009124910)
- 基于风险接受准则的建筑工程风险评价和决策方法
- 有限元解Biot固结方程时初始参数选取方法
- 智能建筑工程监理过程中的几个问题及处理方法
- 中厚板生产线升级改造设备中心线基准的测量方法
- 指标设置与测度方法
- 基于局部二进制模式的带钢表面缺陷初级检测方法
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司