攻螺纹文献

 攻螺纹前底孔直径
攻螺纹前底孔直径
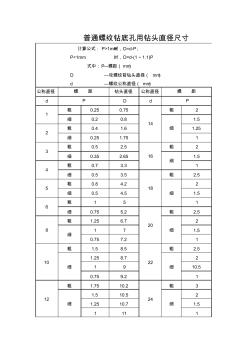
攻螺纹前底孔直径
公称直径 钻头直径 公称直径 d D d 粗 0.25 0.75 粗 2 细 0.2 0.8 1.5 粗 0.4 1.6 1.25 细 0.25 1.75 1 粗 0.5 2.5 粗 2 细 0.35 2.65 1.5 粗 0.7 3.3 1 细 0.5 3.5 粗 2.5 粗 0.8 4.2 2 细 0.5 4.5 1.5 粗 1 5 1 细 0.75 5.2 粗 2.5 粗 1.25 6.7 2 1 7 1.5 0.75 7.2 1 粗 1.5 8.5 粗 2.5 1.25 8.7 2 1 9 10.5 0.75 9.2 1 粗 1.75 10.2 粗 3 1.5 10.5 2 1.25 10.7 1.5 1 11 1 普通螺纹钻底孔用钻头直径尺寸 式中:P—螺距( mm) 计算公式: P>1mm时,D=d-P
 攻螺纹前底孔直径的确定 (2)
攻螺纹前底孔直径的确定 (2)
攻螺纹前底孔直径的确定 (2)
攻螺纹前底孔直径的确定 (1)普通螺纹攻螺纹前底孔的钻头直径 (2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径 螺纹公称直径( ")1/8 1/4 3/8 1/2 3/4 1 11/4 13/8 11/2 每 25.4mm内牙数 28 19 19 14 14 11 11 11 11 钻头直径( mm) 8.8 11.7 15.2 18.9 24.4 30.6 39.2 41.3 45.1 (3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径 英制锥管螺纹 英制锥螺纹 公称直径 (") 每 25.4mm 内牙数 钻头直径 (mm) 公称直径 ( ") 每 25.4mm 内牙数 钻头直径 (mm) 1/8 28 8.4 1/8 27 8.6 1/4 19 11.2 1/4 18 11.1 3/8 19 14.7 3/8 18 14.5 1/2 14 18.3 1/2 14 17
