常用弧焊设备原理及维修
《常用弧焊设备原理及维修》的特点是系统性、实用性,给出了尽量多的、完整的常用典型焊机电路图的详细原理分析,以及各种常用焊接方法高效焊接技术的发展。《常用弧焊设备原理及维修》主要读者对象为从事焊接设备使用与维修的电气工程师、高级焊接技师、焊机制造企业客户服务经理及技术人员,也可作为高等院校材料成型专业焊接方向的专业教学参考书,还特别适合高职院校焊接专业教学和职业技术培训机构作为培训教材使用。

常用弧焊设备原理及维修基本信息
| 书名 | 常用弧焊设备原理及维修 | 出版社 | 机械工业出版社 |
|---|---|---|---|
| 页数 | 498页 | 开本 | 16 |
| 品牌 | 机械工业出版社 | 作者 | 张义 等 |
| 出版日期 | 2014年10月1日 | 语种 | 简体中文 |
| ISBN | 9787111466901 | ||
前言
第1章焊接设备概论
1.1焊接设备及其修复
1.1.1焊接设备
1.1.2焊接设备与工艺
1.1.3焊接设备的修复
1.1.4传统弧焊电源和现代弧焊电源
1.1.5焊接方法分类
1.1.6弧焊工艺对弧焊设备的基本要求
1.2焊条电弧焊(MMA)及其电源
1.2.1焊条
1.2.2焊接电弧的静特性曲线
1.2.3弧焊电源的外特性曲线
1.2.4弧焊电源的负载线和焊接电流调节范围
1.2.5弧焊电源的负载持续率
1.2.6焊接电源的铭牌指示
1.2.7焊条电弧焊工艺对弧焊电源的要求
1.3CO2焊及其对焊接设备的要求
1.3.1CO2焊原理
1.3.2常用细丝CO2焊的熔滴过渡特征和飞溅
1.3.3CO2焊减少飞溅的途径
1.3.4CO2焊的焊接飞溅率及其测定方法
1.3.5CO2焊的焊接过程控制
1.3.6CO2焊对焊接电源的要求
1.3.7CO2焊对控制系统的要求
1.3.8药芯焊丝的CO2焊
1.4TIC焊及其对设备的要求
1.4.1TIG焊的原理、特点及应用
1.4.2不同电流种类条件下TIG焊的应用特点
1.4.3直流TIG焊常用高频引弧装置
1.4.4交流TIG焊常用高压脉冲引弧和稳弧装置
1.4.5TIG焊接用钨极、保护气体和填充金属材料
1.4.6TIG焊机(设备)构成
1.4.7TIC焊的熔化点焊
1.4.8TIC焊的焊接缺陷及防止措施
1.4.9对TIG焊接设备的要求
1.4.10高效TIG焊接方法与技术
1.5埋弧焊及其对焊接设备的要求
1.5.1埋弧焊工艺方法分类
1.5.2埋弧焊过程的特点与应用
1.5.3埋弧焊的焊丝与焊剂
1.5.4埋弧焊机的送丝系统自动调节原理
1.5.5埋弧焊机分类及电弧电压反馈控制器
1.5.6埋弧焊工艺对设备的要求
1.5.7高效埋弧焊工艺方法与技术
1.6螺柱焊及其对焊接设备的要求
1.6.1螺柱焊原理及分类
1.6.2螺柱焊的工艺特点及应用
1.6.3螺柱焊焊接工艺对设备的要求
第2章常用焊条电弧焊焊机的原理及维修
2.1弧焊变压器
2.1.1变压器获得下降外特性的方法
2.1.2抽头式弧焊变压器(BX6型)
2.1.3动圈式弧焊变压器(BX3型)
2.1.4动铁心式弧焊变压器(BX1型)
2.1.5交流弧焊机的使用特点、常见故障及维修
2.2硅弧焊整流器
2.2.1ZXE1型单相交直流硅弧焊整流器
2.2.2ZX1型三相动铁心式硅弧焊整流器
2.2.3ZX6型抽头式硅弧焊整流器
2.2.4ZX3型三相动圈式硅弧焊整流器
2.2.5硅弧焊整流器常见故障及维修
2.3磁放大器式弧焊整流器
2.3.1磁放大器的作用
2.3.2磁放大器的电气原理
2.3.3常用磁放大器式弧焊整流器的技术参数
2.3.4磁放大器式弧焊整流器常见故障现象
2.4晶闸管弧焊整流器
2.4.1晶闸管和常用晶闸管弧焊整流器主电路
2.4.2ZX5-400系列晶闸管弧焊整流器的原理及维修
2.4.3ZX5-400B型晶闸管弧焊整流器
2.5弧焊逆变器
2.5.1弧焊逆变器结构与特点
2.5.2晶闸管逆变式焊条电弧焊机(ZX7-400ST型)的原理及维修
2.5.3场效应晶体管逆变式焊条电弧焊机(ZX7-160型)的原理及维修
2.5.4晶体管(GTR)逆变式焊条电弧焊机概述
2.5.5ICBT逆变式焊条电弧焊机(ZX7-400型)的原理及维修
2.6软开关IGBT逆变式ZX7-400ST型焊条电弧焊/TIC焊两用焊机
2.6.1焊机特点和主要技术参数
2.6.2ZX7-400ST型两用焊机结构及电气原理
2.6.3主控板电气原理
2.6.4驱动板电气控制原理
2.6.5常见故障分析及处理
第3章半自动CO2焊机的原理、使用及维修
3.1半自动CO2焊机的分类及构成
3.2抽头式半自动CO2焊机的原理及维修
3.2.1主电源
3.2.2控制系统
3.2.3主要技术参数
3.2.4常见故障产生原因及维修方法
3.2.5拉丝式NBC-160型CO2半自动焊机原理及维修
3.3晶闸管整流式CO2焊机的原理及维修
3.3.1晶闸管整流式CO2焊机的特征及发展
3.3.2KR系列CO2焊机原理
3.3.3常见故障分析及维修
3.4低飞溅CO2焊机原理
3.4.1STT低飞溅CO2焊机原理
3.4.2波形精密控制低飞溅CO2焊机原理
第4章TIG焊机的原理及维修
4.1TIC焊机概述
4.1.1TIG焊机应用与分类
4.1.2常用工频交流TIC焊机原理(NSA-500型)
4.1.3常用硅弧焊整流器式交直流TIG焊机工作原理(WSE1-315型)
4.2晶闸管整流式直流(脉冲)TIG焊机(WSM5-315型)的原理及维修
4.2.1结构与应用特点
4.2.2主电路及高频引弧
4.2.3晶闸管触发电路
4.2.4电流运算电路
4.2.5电流信号输入电路
4.2.6脉冲电路
4.2.7逻辑程序控制电路
4.2.8缓升/缓降电路
4.2.9提前送气电路、起动电路及高频引弧控制电路
4.2.10异常停止及定位焊电路
4.2.11滞后停气和空载保护电路
4.2.12稳压电源和模拟电路
4.2.13焊条电弧焊工作原理
4.2.14TIG焊四步法原理综述
4.2.15继电器动作要领
4.2.16常见故障产生原因及维修方法
4.3晶闸管式交直流TIG焊机(WSE5-315型)的原理及维修
4.3.1特点与应用
4.3.2电源主电路
4.3.3主电路晶闸管的触发电路
4.3.4电流运算电路
4.3.5焊接脉冲形成电路及焊接电流缓升/缓降控制电路
4.3.6焊接电流检测电路及焊机空载延时自动断电电路
4.3.7TIG焊枪开关、逻辑程序控制和电磁阀YV控制电路
4.3.8焊接工艺方法切换电路(模式开关电路)
4.3.9点焊定时控制电路和高频引弧(稳弧)电路
4.3.10交流TIC、有脉冲、有收弧程序、四步法焊接过程
4.3.11常见故障产生原因及维修方法
4.4IGBT逆变式直流(脉冲)TIC焊机的原理及维修
4.4.1概述
4.4.2特点与应用
4.4.3电源主电路
4.4.4程序控制电路原理
4.4.5保护电路
4.4.6驱动电路
4.4.7高频电路
4.4.8正确使用及维护
4.4.9常见故障及检查
第5章埋弧焊机的原理及维修
5.1埋弧焊机的构成、分类与特征
5.1.1构成
5.1.2分类
5.1.3特点与用途
5.2带有"发电-电动"机组式电弧电压反馈调节器的埋弧焊机
5.2.1经典埋弧焊机及其控制系统
5.2.2原理及主要技术参数
5.2.3MZ-1000型埋弧焊机工作程序
5.2.4常见故障分析及维修
5.3带有"晶闸管式电弧电压反馈调节器"的埋弧/明弧焊机
5.3.1结构及主要技术参数
5.3.2焊接电源电气原理
5.3.3控制系统工作原理
5.3.4程序控制电路原理分析
5.3.5NZA-1000(GM-1000)型焊机特点
5.3.6常见故障分析及维修方法
5.4常用晶闸管控制式埋弧焊机
5.4.1结构和特点
5.4.2控制电路原理
5.4.3常见故障分析及维修
5.5晶闸管弧焊整流器为电源的M25-1000型埋弧焊机
5.5.1ZX5-1000/1250系列晶闸管式埋弧焊电源
5.5.2ZD5-1000/1250系列晶闸管式埋弧焊多功能电源
5.5.3常见故障分析及维修
5.6逆变式埋弧焊机
5.6.1常用逆变式埋弧焊电源结构原理
5.6.2埋弧焊逆变电源的控制模式
第6章常用螺柱焊机的原理及维修
6.1电弧螺柱焊机的原理及维修
6.1.1常用电弧螺柱焊机的构成及特点
6.1.2RSN-2200系列电弧螺柱焊机的电气原理
6.1.3焊机常见故障及产生的焊接缺陷
6.2电容放电螺柱焊原理及焊机维修
6.2.1焊机构成及特点
6.2.2典型C.D.螺柱焊机工作原理
6.2.3焊机常见故障及产生的焊接缺陷
参考文献
常用弧焊设备原理及维修造价信息
《常用弧焊设备原理及维修》系统地介绍了常用弧焊设备的原理及其维修要点,全书共6章。主要内容有焊接设备概论;常用焊条电弧焊焊机传统电源(弧焊变压器、硅弧焊整流器、磁放大器式弧焊整流器)及现代电源(晶闸管式弧焊整流器、逆变式弧焊整流器)的原理及维修;半自动CO2焊机的原理、使用和维修;TIG焊机的原理及维修,重点分析了晶闸管式及逆变式交直流及直流(脉冲)TIC焊机的电气原理及维修要点;埋弧焊机的原理及维修;常用螺柱焊机的原理及维修。
常用弧焊设备原理及维修常见问题
-
、人工制冷温度范围的划分为:环境温度~-153.35为普通冷冻;-153.35℃~-268.92℃为低温冷冻;-268.92℃~接近0k为超低温冷冻。2、人工制冷的方法包括(相变制冷)(气体绝热膨胀制...
-
埋弧自动焊:简称埋弧焊,是电弧在焊剂层下燃烧,用机械自动引燃电弧并进行控制,自动完成焊丝的送进和电弧移动的一种电弧焊方法 常用来焊接的焊缝:由于埋弧焊采用颗粒状焊剂,一般仅适用于平焊位置,其他位置的焊...
-
东莞力华机械设备有限公司相关企业介绍及产品信息主要以全自动氩弧焊设备氩弧焊接设备为主,还包括了全自动氩弧焊设备氩弧焊接设备价格
常用弧焊设备原理及维修文献

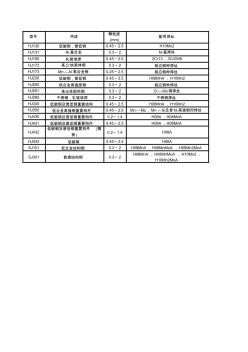 埋弧焊常用焊丝及配用焊剂
埋弧焊常用焊丝及配用焊剂
型号 用途 颗粒度 (mm) 配用焊丝 HJ130 低碳钢,普低钢 0.45~2.5 H10Mn2 HJ131 Ni基合金 0.3~ 2 Ni基焊丝 HJ150 轧辊堆焊 0.45~2.5 2Cr13,3Cr2W8 HJ172 高Cr铁索体钢 0.3~ 2 相应钢种焊丝 HJ173 Mn—Al高合金钢 0.25~2.5 相应钢种焊丝 HJ230 低碳钢,普低钢 0.45~2.5 H08MnA ,H10Mn2 HJ250 低合金高强度钢 0.3~ 2 相应钢种焊丝 HJ251 珠光体耐热钢 0.3~ 2 Cr—Mo钢焊丝 HJ260 不锈钢,轧辊堆焊 0.3~ 2 不锈钢焊丝 HJ330 低碳钢及普低钢重要结构 0.45~2.5 H08MnA ,H10Mn2 HJ350 低合金高强钢重要构件 0.45~2.5 Mn—Mo,Mn—Si及含Ni高强钢用焊丝 HJ430 低碳钢及普低钢重要构件 0
 常用埋弧焊的用途及配用的焊丝
常用埋弧焊的用途及配用的焊丝
焊剂类别 焊剂型号 成分类型 用途 配用焊丝 适用电流 种类 使用前烘 焙(bx℃) 熔 炼 型 HJ130 无 Mn 高 Si 低 F 低碳钢、低合 金钢 H10Mn2 交直流 2X250 HJ131 无 Mn 中 Si 低 F Ni 基合金 Ni 基焊丝 交直流 2X250 HJ150 无 Mn 中 Si 中 F 轧辗堆焊 H2Cr13、 H3Cr2W8 直流 2X250 HJ151 无 Mn 高 Si 中 F 奥氏体不锈 钢 相应钢种焊丝 直流 2X300 HJ172 无 Mn 低 Si 高 F 含 Nb、 Ti 不 锈钢 相应钢种焊丝 直流 2X400 HJ173 无 Mn 低 Si 高 F Mn、Al 高合 金钢 相应钢种焊丝 直流 2X250 HJ230 低 Mn 高 Si 低 F 低碳钢、低合 金钢 H08MnA 、 H10Mn2 交直流 2X2
《现代弧焊设备及工艺》系统地阐述了有关电弧焊的基础理论,包括焊接电弧的特性、焊丝加热、熔化、熔滴过渡、焊缝成形以及电弧焊自动控制技术;对以焊接电弧为热源的各种现代弧焊设备及工艺,包括埋弧焊、钨极氩弧焊、熔化极氩弧焊、CO2气体保护电弧焊、等离子弧焊及切割、螺柱焊及钢筋埋弧压力焊等,分别讲述其工作原理和特点、焊接设备、焊接材料、焊接工艺以及所派生出的新的现代电弧焊方法。本书注意理论联系实际,突出重点,并注意反映国内外新的研究成果和发展趋势。
本书可作为高等院校焊接技术与工程专业、材料成形及控制工程专业(焊接方向)的主干课教材,亦可供焊接工艺及设备等技术领域的工程技术人员参考。
绪论1
0.1焊接技术的发展历程1
0.2电弧焊方法的分类与特点2
0.3焊接电弧研究在电弧焊技术发展中的作用5
0.4课程性质、任务及内容5
第1章焊接电弧7
1.1焊接电弧的物理本质7
1.1.1气体放电的基本概念7
1.1.2电弧中带电粒子的产生过程8
1.2焊接电弧各区域的导电机构13
1.2.1焊接电弧的区域组成13
1.2.2弧柱区的导电机构14
1.2.3阴极区的导电机构14
1.2.4阳极区的导电机构16
1.2.5阴极斑点17
1.2.6阳极斑点18
1.2.7最小电压原理19
1.3焊接电弧的电特性19
1.3.1焊接电弧的静特性19
1.3.2焊接电弧的动特性21
1.4焊接电弧的产热及温度分布23
1.4.1焊接电弧的产热机构23
1.4.2焊接电弧的热效率及能量密度25
1.4.3焊接电弧的温度分布26
1.5焊接电弧作用力及影响因素26
1.5.1焊接电弧作用力27
1.5.2焊接电弧作用力的影响因素29
1.6焊接电弧的稳定性及其影响因素31
1.6.1焊接电弧的稳定性31
1.6.2影响焊接电弧稳定性的因素31
1.6.3电弧的刚直性与磁偏吹32
第2章焊丝的加热、熔化与熔滴过渡35
2.1焊丝的加热与熔化35
2.1.1焊丝加热与熔化的热源35
2.1.2影响焊丝熔化速度的因素36
2.2熔滴上的作用力38
2.2.1表面张力39
2.2.2重力39
2.2.3电磁力39
2.2.4等离子流力40
2.2.5斑点压力40
2.2.6爆破力40
2.3熔滴过渡主要形式及其特点41
2.3.1熔滴过渡的分类41
2.3.2滴状过渡41
2.3.3喷射过渡42
2.3.4短路过渡45
2.3.5渣壁过渡48
2.4熔滴过渡飞溅的产生及损失49
2.4.1焊丝熔化的几个基本概念49
2.4.2熔滴过渡飞溅的特点50
2.4.3飞溅的大小与熔滴过渡形式的关系52
2.5熔滴过渡的控制52
2.5.1脉冲电流控制法53
2.5.2合理的熔滴过渡形式的选择55
2.5.3脉冲GMA焊弧光传感熔滴过渡的控制55
第3章母材熔化和焊缝成形58
3.1母材熔化与焊缝形成过程58
3.2焊缝形状尺寸及其与焊缝质量的关系59
3.3电弧热与熔池形状的关系60
3.3.1电弧的热输入量60
3.3.2电弧热作用下的焊接熔池61
3.4熔池受到的力及其对熔池尺寸的影响63
3.4.1力对热源作用位置及熔池形状的影响63
3.4.2熔池受力及其对焊缝形状的影响63
3.5焊接工艺参数和工艺因素对焊缝尺寸的影响64
3.5.1焊接参数对焊缝成形的影响64
3.5.2工艺因素对焊缝成形的影响66
3.6焊缝成形缺陷及缺陷形成的原因68
3.7焊缝成形的控制70
3.7.1平面内直缝的焊接70
3.7.2曲面焊缝的焊接71
3.7.3摆动电弧焊接技术72
第4章电弧焊的自动控制技术75
4.1熔化极电弧焊的自动调节系统75
4.1.1电弧焊自动调节的必要性75
4.1.2电弧焊自动调节的基本原理76
4.1.3自动控制过程中的闭环和开环控制系统77
4.1.4等速送丝调节系统78
4.1.5电弧电压反馈调节系统83
4.2电弧焊接过程参数的恒值控制88
4.2.1转速自动调节方法88
4.2.2电弧焊机的拖动电路88
4.3电弧焊的程序自动控制91
4.3.1自动电弧焊程序自动控制的对象91
4.3.2自动电弧焊的程序自动控制的要求91
第5章埋弧焊94
5.1埋弧焊的原理和特点94
5.1.1埋弧焊的原理94
5.1.2埋弧焊的特点95
5.1.3埋弧焊的应用96
5.2埋弧焊用焊接材料97
5.2.1埋弧焊焊剂97
5.2.2焊丝98
5.2.3焊剂和焊丝及其选配99
5.3埋弧焊的冶金特点100
5.3.1冶金过程的一般特点100
5.3.2低碳钢埋弧焊熔池金属与熔渣之间的主要冶金反应100
5.4埋弧焊的自动焊设备102
5.4.1埋弧焊机分类102
5.4.2埋弧焊机械系统结构104
5.4.3埋弧焊焊接电源及控制系统106
5.4.4MZ-1-1000型自动埋弧焊机106
5.5埋弧焊工艺110
5.5.1埋弧焊工艺的内容和编制110
5.5.2焊接工艺参数的选择及影响111
5.6埋弧焊焊接技术112
5.6.1埋弧焊的焊前准备112
5.6.2对接接头的埋弧焊技术114
5.6.3埋弧焊的常见缺陷及防止方法119
5.7高效埋弧焊120
5.7.1附加填充金属的埋弧焊120
5.7.2多丝埋弧焊121
5.7.3带极埋弧焊121
5.7.4窄间隙埋弧焊122
5.7.5切换导电增加焊丝通电长度的热丝埋弧焊123
第6章钨极氩弧焊125
6.1钨极氩弧焊原理、特点与应用125
6.1.1钨极氩弧焊的原理125
6.1.2钨极氩弧焊的特点126
6.1.3钨极氩弧焊的应用126
6.2钨极氩弧焊电极材料与保护气体127
6.2.1电极材料127
6.2.2电极直径和端部形状128
6.2.3钨极氩弧焊保护气体129
6.2.4TIG焊焊接保护效果130
6.2.5填充金属材料131
6.3钨极氩弧焊设备组成131
6.3.1钨极氩弧焊焊接电源132
6.3.2钨极氩弧焊焊枪132
6.3.3气路、水路系统134
6.3.4钨极氩弧焊的引弧与稳弧方式134
6.4TIG焊电流种类和极性137
6.4.1直流钨极氩弧焊137
6.4.2交流钨极氩弧焊138
6.4.3钨极氩弧焊焊机140
6.5TIG焊工艺142
6.5.1焊件和焊丝的焊前清理142
6.5.2焊接工艺参数的影响及选择143
6.5.3TIG焊操作技术145
6.5.4TIG焊接工艺实例146
6.6钨极脉冲氩弧焊147
6.6.1低频脉冲钨极氩弧焊148
6.6.2高频脉冲钨极氩弧焊的特点148
6.7高效TIG焊技术149
6.7.1热丝TIG焊接技术149
6.7.2A-TIG焊接技术150
6.7.3单电源型双面双弧焊153
6.7.4多阴极焊枪的TIG焊153
6.7.5窄间隙TIG焊接154
6.7.6超声波复合TIG焊155
6.7.7尾孔TIG焊技术157
第7章熔化极氩弧焊160
7.1熔化极氩弧焊原理与特点160
7.1.1熔化极氩弧焊原理160
7.1.2熔化极氩弧焊特点161
7.1.3熔化极氩弧焊应用161
7.2熔化极氩弧焊熔滴过渡161
7.2.1短路过渡162
7.2.2喷射过渡162
7.2.3亚射流过渡162
7.3熔化极氩弧焊的自动调节系统162
7.3.1电弧自身调节系统163
7.3.2电弧固有的自身调节系统163
7.4熔化极氩弧焊设备166
7.4.1焊接电源166
7.4.2送丝系统166
7.4.3送丝系统焊丝送丝的驱动方式167
7.5熔化极脉冲氩弧焊169
7.5.1熔化极脉冲氩弧焊工艺特点169
7.5.2脉冲MIG焊参数选择170
7.5.3脉冲MIG/MAG焊的弧长调节作用171
7.6混合气体的选择和使用172
7.7MIG焊工艺175
7.7.1熔滴过渡形式的选择175
7.7.2焊接参数的选择176
7.7.3熔化极氩弧焊焊接工艺实例179
7.8高效熔化极气体保护焊180
7.8.1窄间隙MIG焊180
7.8.2双丝MIG/MAG焊182
7.8.3T.I.M.E.焊接工艺184
7.8.4数字化焊接185
7.8.5冷金属过渡焊(简称CMT)186
7.8.6激光电弧复合焊188
7.8.7带极GMA焊189
第8章CO2气体保护电弧焊192
8.1CO2电弧焊的原理、特点与应用192
8.1.1CO2电弧焊的原理192
8.1.2CO2电弧焊的特点192
8.1.3CO2电弧焊的应用193
8.2CO2电弧焊的冶金特性193
8.2.1合金元素的氧化193
8.2.2脱氧及焊缝金属的合金化195
8.2.3气孔问题196
8.3CO2气体保护电弧焊焊接材料197
8.3.1CO2气体197
8.3.2焊丝198
8.4CO2电弧焊工艺198
8.4.1短路过渡焊接199
8.4.2细颗粒过渡CO2焊接工艺201
8.5减少飞溅的方法及措施202
8.5.1由冶金因素引起的飞溅控制措施202
8.5.2由力学因素引起的飞溅控制措施203
8.5.3电源外特性控制203
8.6CO2电弧焊设备205
8.6.1焊接电源206
8.6.2送丝系统207
8.6.3供气系统209
8.6.4控制系统209
8.6.5NBC-250型CO2电弧焊设备210
8.7CO2电弧焊的焊接技术212
8.7.1焊前准备212
8.7.2CO2电弧焊的引弧与收弧213
8.7.3CO2电弧的平焊焊接技术214
8.7.4自动CO2气体保护焊焊接工艺实例215
8.8CO2气体保护电弧焊的其他方法217
8.8.1药芯焊丝CO2电弧焊217
8.8.2CO2电弧点焊218
8.8.3CO2气电立焊220
8.8.4表面张力过渡焊接法(STT法)220
第9章等离子弧焊接与切割223
9.1等离子弧的产生及其特性223
9.1.1等离子弧的产生223
9.1.2等离子弧的特性及用途224
9.2等离子弧焊接设备226
9.2.1焊接电源226
9.2.2等离子弧焊枪228
9.3等离子弧焊接231
9.3.1等离子弧焊接的基本原理及特点231
9.3.2穿孔型等离子弧焊接232
9.3.3等离子弧焊接工艺实例233
9.3.4其他形式等离子弧焊接235
9.3.5等离子弧的稳定性236
9.4等离于弧切割原理及特点237
9.4.1等离子弧切割原理237
9.4.2等离子弧切割特点237
9.4.3等离子弧切割工艺237
9.4.4其他等离子弧切割方法238
第10章螺柱焊及钢筋埋弧压力焊243
10.1螺柱焊的特点、应用和分类243
10.2电容储能螺柱焊245
10.2.1电容储能螺柱焊基本原理245
10.2.2电容储能螺柱焊焊接工艺246
10.2.3焊接工艺参数247
10.2.4电容储能螺柱焊设备247
10.3短周期螺柱焊248
10.4电弧螺柱焊249
10.4.1电弧螺柱焊原理249
10.4.2电弧螺柱焊焊接工艺249
10.4.3电弧螺柱焊设备251
10.5螺柱焊方法的选择252
10.6螺柱焊焊接材料252
10.7拉弧式螺柱焊工艺的磁偏吹现象254
10.8钢筋埋弧压力焊254
10.8.1钢筋埋弧压力焊的特点254
10.8.2钢筋埋弧压力焊基本原理255
10.8.3钢筋埋弧压力焊焊接工艺过程255
10.8.4钢筋埋弧压力焊工艺参数及其选择256
10.8.5电渣压力焊焊接缺陷及消除措施257
10.8.6电渣压力焊、接头质量检验257
10.8.7钢筋埋弧电渣压力焊设备和焊剂258
参考文献260 2100433B
《焊接设备的工作原理与维修》从维修的角度出发,结合作者长期工作中的经验体会,介绍了电气设备维修的一般方法。重点选择目前使用比较广泛的大阪(OTC)X系列、XC系列CO2半自动焊机,唐山松下KR系列CO2系列晶闸管整流弧焊机,成都ZX7系列逆变式直流弧焊机为例,既深入浅出地介绍了焊机的工作原理和故障分析处理,又体现出了设备维修应掌握的知识和技能,以及如何掌握设备的工作原理和分析处理维修问题的方法。书中还选入了排除疑难故障的实例。
本书注重介绍分析问题的方法和实践中的应用,实用性强,而且条理清晰,文字简洁,通俗易懂,不仅对于焊接设备维修人员会有很大帮助,而且对一般电气设备维修人员也会有较大的启发与帮助。
本书可供设备维修人员、电气与焊接专业的工程技术人辋、管理人员和焊工参考,还可供大专院校、技校和职校有关专业的师生参考,也可作高效节能焊接设备维修电工的培训教材。
常用弧焊设备原理及维修相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 装修风格
- QTJ4-30E半自动砌块成型机
- 红罗宾石楠
- 模具硅胶
- 压力容器操作工安全技术
- 实用钢铁热处理手册
- 小檗叶石楠
- pmma塑料
- 薄层层析硅胶板
- NU219ECP轴承
- 临桂石楠
- 硅胶注塑机
- 褐毛石楠
- 永年紧固件展
- 椭圆叶石楠
- 耐高温硅胶板
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国被动式太阳房及太阳能建筑市场监测及发展策略研
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 有源配电网设备利用率影响因子体系及其价值计算方法
- 新型基于热力学法的水泵效率数学模型及应用
- 一拖一变频柜电气原理图(三晶VM1000B系列)
- 正压送风对降低污水厂设备腐蚀的作用与实践(论文)
- 全热回收地源热泵空调机组的系统及工程方案设计
- 原材料(设备)合格证、试验报告汇总表碎石
- 正荣润璟诸楼及A区地下室抗浮锚杆工程竣工验收报告
- 支持群体设计的工程数据库管理系统的结构及实现
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国民宿消费市场格局分析及十三五发展环境分析报告
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 新型的低压成套开关设备GGD型低压配电柜
- 中国焊接学会堆焊及表面工程专委会
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司