不锈钢焊条
不锈钢焊条是指涂有以不锈钢为原料的一类焊条。可分为铬不锈钢焊条和铬镍不锈钢焊条,广泛应用于化工、化肥、石油、医疗机械制造等行业。


不锈钢焊条基本信息
| 中文名 | 不锈钢焊条 | 外文名 | stainless steel electrode |
|---|---|---|---|
| 分 类 | 铬不锈钢焊条和铬镍不锈钢焊条 | 组 成 | 药皮、焊芯 |
| 应 用 | 机械制造等 | 学 科 | 材料科学技术 |
按GB/T 983-1995《不锈钢焊条》标准规定,不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条两大类。
(1)铬不锈钢焊条
该类焊条主要由Crl3系列不锈钢焊条和Crl7系列不锈钢焊条组成。两大系列焊条的焊接特点分述如下:
1)Cr13系列不锈钢焊条:如G202、G207、G217等焊条是马氏体组织的Cr13系列不锈钢焊条,用此系列的不锈钢焊条焊接马氏体不锈钢时,焊前应该将焊件预热300℃以上,而且焊后还要将焊件进行700℃的回火处理,只有采取上述工艺措施,才能避免焊缝及热影响区因淬硬倾向较大而产生裂纹。
2)Cr17系列不锈钢焊条:如G302、G307等焊条是铁素体组织的Cr17系列不锈钢焊条,用此系列的不锈钢焊条焊接铁素体不锈钢时,焊前应该将焊件预热200℃,而且焊后还要将焊件进行800%的回火处理,只有采取上述工艺措施,才能避免焊缝及热影响区475℃脆化和因淬硬倾向较大而产生裂纹。
(2)铬镍不锈钢焊条
该类焊条具有良好的耐蚀性和抗氧化性,但是,由于在焊接过程中受到重复加热,析出的碳化物会降低耐蚀性和力学性能,所以,选择铬镍不锈钢焊条时,应该考虑焊件的工作温度及介质种类等。
不锈钢焊条造价信息
简介
G202 G207 G217 G242 G247 G257 G267 G302 G307 G357 G357M G367 367M G200 M520B M831A M837A A002 A002A A002Nb 347L A002 022L A032 2209-16 A042 A052 A062 309L A072 A082 A102 A102A A107 A132 A137 A142 19-9-6 A146 A172 A202 A207 A212 A222 A232 A237 A242 A257 A302 A307 A312 A317 A402 A407 A412 A422 A427 A432 A502 A507 A607
信息列表
牌号 | 国标型号 | 美标型号 | 药皮类型 | 焊接电流 | 主要用途 |
G202 | E410-16 | E410-16 | 钛钙型 | 交直流 | 焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表面堆焊 |
G207 | E410-15 | E410-15 | 低氢型 | 直流 | 焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表面堆焊 |
G217 | E410-15 | E410-15 | 低氢型 | 直流 | 焊接 0Cr13 、 1Cr13 和耐磨、耐蚀的表面堆焊 |
G302 | E430-16 | E430-16 | 钛钙型 | 交直流 | 焊接 Cr17 不锈钢 |
G307 | E430-15 | E430-15 | 低氢型 | 直流 | 焊接 Cr17 不锈钢 |
A | A | A | A | A | A |
A002 | E 308L -16 | E 308L -16 | 钛钙型 | 交直流 | 焊接超低碳 Cr19Ni11 不锈钢或 0Cr19Ni10 不锈钢结构 |
A022 | E 316L -16 | E 316L -16 | 钛钙型 | 交直流 | 焊接尿素及合成纤维设备 |
A032 | E317MoCuL-16 | 1 | 钛钙型 | 交直流 | 焊接合成纤维等设备,在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构 |
A042 | E309MoL-16 | 1 | 钛钙型 | 交直流 | 焊接尿素合成塔中衬里板及堆焊和焊接同类型超低碳不锈钢结构 |
A052 | A | 1 | 钛钙型 | 交直流 | 焊接耐硫酸、醋酸、磷酸中的反应器、分离器等 |
A062 | E 309L -16 | E 309L -16 | 钛钙型 | 交直流 | 焊接合成纤维、石油化工设备用同类型的不锈钢结构、复合钢和异种钢结构 |
A072 | A | 1 | 钛钙型 | 交直流 | 用于 00Cr25Ni20Nb 钢的焊接,如核燃料设备 |
A082 | A | 1 | 钛钙型 | 交直流 | 用于 00Cr17Ni15Si4Nb 、 00Cr14Ni17Si4 等耐浓硝酸腐蚀钢的焊接和补焊 |
A102 | E308-16 | E308-16 | 钛钙型 | 交直流 | 焊接工作温度低于 300 ℃ 的耐腐蚀的 0Cr19Ni9 、 0Cr19Ni11Ti 不锈钢结构 |
A107 | E308-15 | E308-15 | 低氢型 | 直流 | 焊接工作温度低于 300 ℃ 的耐腐蚀的 0Cr19Ni9 、 0Cr19Ni11Ti 不锈钢结构 |
A132 | E347-16 | E347-16 | 钛钙型 | 交直流 | 焊接重要的含钛稳定的 0Cr19Ni11Ti 型不锈钢 |
A137 | E347-15 | E347-15 | 低氢型 | 直流 | 焊接重要的含钛稳定的 0Cr19Ni11Ti 型不锈钢 |
A146 | A | 1 | 低氢型 | 直流 | 焊接重要的 0Cr20Ni10Mn6 不锈钢结构 |
A202 | E316-16 | E316-16 | 钛钙型 | 交直流 | 焊接在有机和无机酸介质中工作的 0Cr17Ni12Mo2 不锈钢结构 |
A207 | E316-15 | E316-15 | 低氢型 | 直流 | 焊接在有机和无机酸介质中工作的 0Cr17Ni12Mo2 不锈钢结构( 以下同上) |
A212 | E318-16 | E318-16 | 钛钙型 | 交直流 | 焊接重要的 0Cr17Ni12Mo2 不锈钢设备,如尿素、合成纤维等设备 |
A222 | E317MuCu-16 | 1 | 钛钙型 | 交直流 | 焊接相同类型含铜不锈钢结构,如 0Cr18Ni12Mo2Cu2 |
A232 | E318V-16 | 1 | 钛钙型 | 交直流 | 同A207 |
A237 | E318V-15 | 1 | 低氢型 | 直流 | 焊接一般耐热、耐蚀的 0Cr19Ni9 及 0Cr17Ni12Mo2 不锈钢结构 |
A242 | E317-16 | E317-16 | 钛钙型 | 交直流 | 焊接同类型的不锈钢结构 |
A302 | E309-16 | E309-16 | 钛钙型 | 交直流 | 焊接同类型的不锈钢、不锈钢衬里、异种钢( Cr19Ni9 同低碳钢)以及高铬钢、高锰钢等 |
A307 | E309-15 | E309-15 | 低氢型 | 直流 | 焊接同类型的不锈钢、异种钢、高铬钢、高锰钢等 |
A312 | E309Mo-16 | E309Mo-16 | 钛钙型 | 交直流 | 用于焊接耐硫酸介质腐蚀的同类型不锈钢容器,也可作不锈钢衬里、复合钢板、异种钢的焊接 |
A317 | E309Mo-15 | E309Mo-15 | 低氢型 | 直流 | 用于耐硫酸介质腐蚀的同类型不锈钢、复合钢板、异种钢的焊接 |
A402 | E310-16 | E310-16 | 钛钙型 | 交直流 | 用于在高温条件下工作的同类型耐热不锈钢焊接,也可用于硬化性大的铬钢以及异种钢的焊接 |
A407 | E310-15 | E310-15 | 低氢型 | 直流 | 用于同类型耐热不锈钢、不锈钢衬里,也可用于硬化性大的铬钢以及异种钢的焊接 |
A412 | E310Mo-16 | E310Mo-16 | 钛钙型 | 交直流 | 用于焊接在高温条件下工作的耐热不锈钢、不锈钢衬里,异种钢,在焊接淬硬性高的碳钢、低合金钢时韧性极好 |
A422 | A | 1 | 钛钙型 | 交直流 | 用于焊补炉卷轨机上的 Cr25Ni20Si2 奥氏体耐热钢卷筒 |
A432 | E310H-16 | E310H-16 | 钛钙型 | 交直流 | 专用于焊接 HK40 耐热钢 |
A462 | A | 1 | 钛钙型 | 交直流 | 用于高温条件下工作的炉管(如 HK-40 、 HP-40 、 RC-1 、 RS-1 、 IN-80 )等的焊接 |
A502 | E16-25MoN-16 | 1 | 钛钙型 | 交直流 | 用于焊接淬火状态下的低合金和中合金钢异种钢及钢性较大的结构以及相应的热强钢等,如淬火状态下的 30铬锰硅以及不锈钢、碳钢、铬钢及异种钢的焊接 |
A507 | E16-25MoN-15 | 1 | 低氢型 | 直流 | 同a507 30铬锰硅以及不锈钢、碳钢、的焊接 |
A512 | E 16-8-2 -16 | 1 | 钛钙型 | 交直流 | 主要用于高温高压不锈钢管路的焊接 |
A607 | E330MoMnWNb-15 | 1 | 低氢型 | 直流 | 用于在 850 ℃ -900 ℃ 高温条件下工作的同类型不锈钢材料的焊接以及制氢转化炉中集合管和膨胀管(如 Cr20Ni32 和 Cr20Ni37 材料)的焊接 |
A707 | A | 1 | 低氢型 | 直流 | 用于醋酸、维尼纶、尿素等设备的焊接 |
A717 | A | 1 | 低氢型 | 直流 | 适用于 2Cr15Mn15Ni2N 低磁不锈钢电物理装置结构件或 1Cr18Ni11Ti 异种钢的焊接 |
A802 | A | 1 | 钛钙型 | 交直流 | 焊接硫酸浓度 50% 和一定工作温度及大气压力的制造合成橡胶的管道,以及 Cr18Ni18Mo2Cu2Ti 等钢种 |

不锈钢焊条基本信息
简介
不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-1995规定考核。
铬不锈钢焊条使用说明 铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)耐热和耐蚀性能。通常被选作电站、化工、石油等设备材料。但铬不锈钢一般情况下可焊性较差,应注意焊接工艺、热处理条件及选用合适的电焊条。
使用注意事项
不锈钢焊条使用注意事项
1、铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。通常用于电站、化工、石油等设备材料。铬不锈钢焊接性较差,应注意焊接工艺、热处理条件及选用合适电焊条。
2、铬13不锈钢焊后硬化性较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条(A107、A207)。
3、铬17不锈钢,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬13不锈钢好一些。采用同类型的铬不锈钢焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条(A107、A207)。
4、铬镍不锈钢焊条具有良好耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造。
5、铬镍不锈钢焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。
6、铬镍不锈钢药皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时容易发红,故尽可能采用直流电源。直径4.0及以下可用于全位置焊件,5.0及以上用于平焊及平角焊。
7、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200~250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
8、为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
9、异种钢的焊接应慎重选用焊条,防止焊条选用不当出现热裂纹或高温热处理后引起σ相析出,使金属脆化。参照不锈钢与异种钢的焊条选择标准进行选用,并采取适当焊接工艺。
不锈钢焊条常见问题
-
不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T983-1995规定考核。铬不锈钢焊条使用说明铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)耐热和耐蚀性能。通...
-
1、马氏体不锈钢焊条 售价:10元 马氏体不锈钢包括含铬5~9%的中铬钢和含铬12%的高铬钢。此类...
-
不锈钢焊条报价为60元左右。 不锈钢焊条使用注意事项 1、铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和耐磨性能。通常用于电站、化工、石油等设备材料。铬不锈钢焊接性较差,应注意焊接工艺、热处...
不锈钢焊条除了要满足一般焊接工艺性能和焊接接头力学性能外,还要确保焊接接头能满足一定的耐蚀性的要求。对药皮和焊芯,通常都要考虑到下列要求:
1)通过焊芯和药皮过渡各种合金元素,使焊缝金属成为含有确定数量的奥氏体和铁素体组织,以确保焊缝金属既有良好的抗裂性,又有良好的抗相应介质腐蚀的能力。
2)通过焊芯或药皮,使焊缝金属中能渗入一定量的碳化物形成元素(如铌、钼、钛等),与碳形成稳定的碳化物,以阻止晶粒边界生成铬的碳化物。
3)碳的增加,会促使奥氏体型不锈钢(或铁素体型不锈钢)焊缝产生晶间腐蚀,所以对焊芯和药皮原材料中的碳含量要严加控制,建议采用低碳或超低碳的焊芯,使用低碳或无碳的铁合金和金属元素作为药皮的原材料。
4)严格控制不锈钢焊芯和药皮中的硫、磷含量,以减少产生焊缝热裂纹的危险。
不锈钢焊条的牌号是指制造商对作为产品出厂的每种焊条标识的特定编号,用来区别不同焊条熔敷金属的化学成分、力学性能、药皮类型和焊接电流种类。我国生产不锈钢焊条的厂家很多,它们使用统一牌号,其表示方法为:
1)焊条牌号前边的G表示铬不锈钢焊条;A表示奥氏体不锈钢焊条。
2)G或A后面第一位数字,表示焊缝金属的主要化学成分。
3)G或A后面的第二位数字,表示同一焊缝主要化学成分组成等级中的不同牌号,对同一药皮类型的焊条,可有10个牌号,按0、1、2、3、…、8、9顺序排列。
4)G或A后面的第三位数字,表示药皮类型和焊接电源种类。不锈钢焊条牌号只应用2和7两个数字。“2”表示钛钙型焊条,交流或直流反极电源焊接;“7”表示低氢型焊条(又称碱性焊条),只限于直流或反极电源焊接。
1)对于在高温条件下工作的耐热不锈钢,焊条的选用主要应该满足焊接接头对高温性能的要求,此外,还要能提高焊缝金属的抗热裂纹性能。例如,当焊接
2)选择与母材成分相同或相近的不锈钢焊条焊接时,要特别注意所选用焊条的含碳量不要超过母材的含碳量。
3)从焊接工艺性能考虑,近年来,钛钙性药皮焊条最受欢迎,被大量使用;钛钙型药皮焊条不仅焊接工艺性能好,而且可以进行全位置焊接,是不锈钢焊条常用的药皮类型之一;碱性药皮的不锈钢焊条很少应用在奥氏体不锈钢焊接上,只是在马氏体不锈钢或刚度很大的焊接结构上为了解决冷裂纹才采用。为了提高电弧的稳定性,一般多采用电离电位较低的碱金属以及碱金属的氧化物作为稳弧剂。
4)对耐蚀不锈钢的焊接,应该根据腐蚀介质的工作温度来选择焊条,对于焊接在常温下工作并且腐蚀介质的腐蚀性不强的焊件,可以采用不含Nb或Ti的不锈钢焊条焊接;对于工作在腐蚀介质是稀硫酸或盐酸液体中的焊接结构,焊接时常选用含Mo或含Mo和cu的不锈钢焊条焊接;当结构工作在300℃以上,并且介质的腐蚀性很强时,应该选用含Nb或Ti元素或者是超低碳的不锈钢焊条焊接。
5)铬不锈钢焊接时,为了保证钢种的各项性能,选择焊条的成分应该和母材的成分相近,并且采用相应的预热和后热处理措施,也可以采用铬镍不锈钢焊条焊接,但是,焊后不进行热处理。
不锈钢焊条文献

 奥氏体不锈钢焊条的应用
奥氏体不锈钢焊条的应用
奥氏体不锈钢焊条的应用——介绍了钢材焊缱产生裂蚊的机理和鼻氏体不锈铜焊条在施工生产中的应用,分析了焊条的化学成份与母材化学成挣之间的关系及其施工操作中的要点。
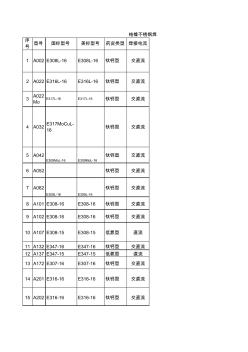 不锈钢焊条对照表
不锈钢焊条对照表
序 号 型号 国标型号 美标型号 药皮类型 焊接电流 1 A002 E308L-16 E308L-16 钛钙型 交直流 2 A022 E316L-16 E316L-16 钛钙型 交直流 3 A022Mo E317L-16 E317L-16 钛钙型 交直流 4 A032 E317MoCuL-16 钛钙型 交直流 5 A042 E309MoL-16 E309MoL-16 钛钙型 交直流 6 A052 钛钙型 交直流 7 A062 E309L-16 E309L-16 钛钙型 交直流 8 A101 E308-16 E308-16 钛钙型 交直流 9 A102 E308-16 E308-16 钛钙型 交直流 10 A107 E308-15 E308-15 低氢型 直流 11 A132 E347-16 E347-16 钛钙型 交直流 12 A137 E347-15 E347-15 低氢型 直流 13
A717不锈钢焊条
型号 | A717不锈钢焊条 | 材质 | 不锈钢 |
焊芯直径 | 2.0---5.0(mm) | 品牌 | 华隆 |
类型 | 不锈钢焊条 | 药皮性质 | 低氢型 |
直径 | 2.0---5.0(mm) | 长度 | 350---500(mm) |
焊接电流 | 不等(A) | 电流幅度 | 不等(A) |
工作温度 | 不锈钢焊条(℃) | 适用范围 | |
产地 | 河北省华隆特种焊条厂 |
低氢型 | 直流 |
A902不锈钢焊条
相当于AWS:E320-16
:钛钙型不锈钢焊条,交直流两用,具有优异的耐蚀性和较强的抗高温氧化能力,在石油、化工和制氢设备等制造中广泛应用,还可。
:和氧化性酸腐介质中Crar-Penter20Cb镍合金的焊接等。
熔敷金属化学成分∕%
C≤0.07 Mn0.5-2.5 Si≤0.60 Cr19.0-21.0 Ni32.0-36.0 Mo2.0-3.0 Cu3.0-4.0 Nb 8×C-1.0

A402不锈钢焊条说明

A402是钛钙型药皮的Cr26Ni21纯奥氏体不锈钢焊条,有良好的焊接工艺性能。
不锈钢焊条相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 聚苯板系统专用胶粉
- 樟树优株131号
- A137不锈钢焊条
- 福建杉木王
- 万能401焊条
- 杉木优树-花坡10
- 八角枫科
- 防水焊条
- 杉木优树-花坡11
- 樟树优株77号
- ERCuNi铜镍焊条
- j422焊条
- 樟树优株314号
- WE777铸铁焊条
- 樟树FX-22
- 万能307焊条
- 不锈钢焊条的型号及选用
- 大理石、萤石对不锈钢焊条熔滴过渡及熔滴中夹杂物的影响
- 大理石、硅灰石等药皮辅料与不锈钢焊条稳弧性的关系
- 氟化物对不锈钢焊条工艺性及熔滴过渡特性影响
- 增加硅铝酸盐含量提高不锈钢焊条的抗气孔性能
- 不锈钢焊条焊接镀铝钢板焊缝的组织和性能
- 不锈钢焊条熔滴过渡形态与焊接冶金学的相关性
- 均匀设计方法探索新渣系不锈钢焊条抗气孔性
- 316L不锈钢焊条电弧焊焊接接头组织分析
- 均匀设计方法不锈钢焊条药皮温升
- 均匀设计方法不锈钢焊条焊缝成形
- 超低碳不锈钢焊条的研制
- 国产不锈钢焊条工艺性能的现状及改进
- 均匀设计方法不锈钢焊条的脱渣性
- 高温孕育剂W4双相不锈钢焊条
- THAF2209双相不锈钢焊条研制
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司