
- 首页 >
- > 卫生洁净管道焊接要求
更新时间:2024.04.28




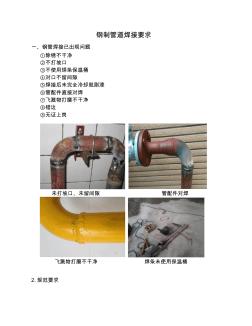
钢制管道焊接要求 一、钢管焊接已出现问题 ①除锈不干净 ②不打坡口 ③不使用焊条保温桶 ④对口不留间隙 ⑤焊接后未完全冷却就刷漆 ⑥管配件直接对焊 ⑦飞溅物打磨不干净 ⑧错边 ⑧无证上岗 未打坡口、未留间隙 管配件对焊 飞溅物打磨不干净 焊条未使用保温桶 2.规范要求 1 ①领料 领取材料时对材料外观检查,锈蚀严重的拒绝领取。 ②现场材料摆放 施工现场钢管需做到上盖下垫,材料距地面高度不小于 0.1 米。 ③下料和除锈 使用切割机切割管材和使用角磨机打磨时需佩戴护目镜。 ④刷漆 两底两面,刷一遍面漆后安装,安装固定后再刷第二遍面漆,注意支架 需刷面漆后再上墙,放置补漆时污染墙面。 ⑤坡口加工 坡口的加工角度、钝边厚度见下表: 序 号 坡口名称 坡口型式 厚度 δ (mm) 坡口尺寸 间隙 c (mm) 钝 边 p(mm) 坡口角度 α(°) 1 V型坡口 3-9 0-2 0-2 60
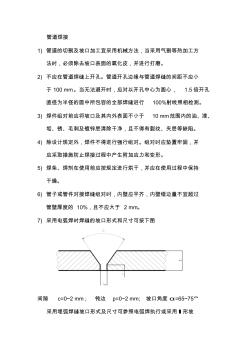
管道焊接 1) 管道的切割及坡口加工宜采用机械方法,当采用气割等热加工方 法时,必须除去坡口表面的氧化皮,并进行打磨。 2) 不应在管道焊缝上开孔。管道开孔边缘与管道焊缝的间距不应小 于 100 mm。当无法避开时,应对以开孔中心为圆心, 1.5倍开孔 直径为半径的圆中所包容的全部焊缝进行 100%射线照相检测。 3) 焊件组对前应将坡口及其内外表面不小于 10 mm范围内的油、漆、 垢、锈、毛刺及镀锌层清除干净,且不得有裂纹、夹层等缺陷。 4) 除设计规定外,焊件不得进行强行组对。组对时应垫置牢固,并 应采取措施防止焊接过程中产生附加应力和变形。 5) 焊条、焊剂在使用前应按规定进行烘干,并应在使用过程中保持 干燥。 6) 管子或管件对接焊缝组对时,内壁应平齐,内壁错边量不宜超过 管壁厚度的 10%,且不应大于 2 mm。 7) 采用电弧焊时焊缝的坡口形式和尺寸可按下图 间隙 c=0~2
热门知识
卫生洁净管道焊接要求-
话题: 室内设计liuwuxing03
精华知识
卫生洁净管道焊接要求-
话题: 计价依据jc_铜仁市建筑设计院
-
话题: 工程造价upmiaomiao
-
话题: 工程造价Donaldyang1
-
话题: 工程造价tankang888
最新知识
卫生洁净管道焊接要求-
话题: 造价管理xiexiuling
专题概述
卫生洁净管道焊接要求知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关卫生洁净管道焊接要求最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:卫生洁净管道焊接要求
相关话题
资料下载
-
`
- 洁净管道的施工 `
- 工艺管道焊接工艺要求 `
- 室外管道焊接技术要求 `
- 管道焊接工艺要求 `
- 洁净管道的施工 `
- PE管道焊接参数 `
- 工艺管道焊接要领 `
- 管道焊接专业.. `
- 管道焊接常用标准 `
- 管道焊接方案
相关资讯
卫生洁净管道焊接要求相关专题
- 住宅内卫生间给水
- 给排水卫生间卫生器具算量
- 给排水专业卫生洁具安装
- 给水管与卫生器具之间的量
- 卫生间给排水图标高
- 卫生间给水支管问题
- 卫生间给排水计算范围
- 卫生间给排水图识图
- 卫生间给水管暗装问题
- 卫生间的给水管具体高度
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 在肥东县卫生局2010年工作总结表彰大会上的讲话
- 中华人民共和国国家标准之居室空气中甲醛的卫生标准
- 制药厂与GMP制药企业洁净厂房百级洁净区作法
- 员工宿舍消防安全和卫生管理制度(2012完整版)
- 中国华电集团公司防止电力生产事故重点措施补充要求
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 干湿分离卫生间方案
- 弱电箱技术标准及要求
- 工程地质知识人工挖孔桩安全技术要求及施工安全措施
- 关于对农集区环境卫生及乱搭乱建等进行集中整治通告
- 广东某卫生院住院综合大楼施工招标文件
- 化工企业安全卫生设计规范HG20571-2014
- 国家安全监管总局职业卫生监管重点工作安排