




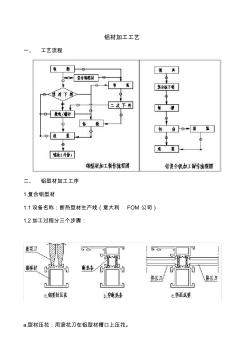
铝材加工工艺 一、 工艺流程 二、 铝型材加工工序 1.复合铝型材 1.1设备名称:断热型材生产线(意大利 FOM 公司) 1.2加工过程分三个步骤: a.型材压花:用滚花刀在铝型材槽口上压花。 b.穿断热条:将断热条穿在已压花的铝型材槽口内。 c.挤压成型:将铝型材和断热条用挤压刀复合后在一起。 1.3检验 1.3.1检验设备:抗剪实验机 1.3.2取样:在距型材端头 200mm以外取样 L=100mm。 1.3.3标准:剪切力 H(Kg)符合 250≤H≤600 1.4注意事项: 1.4.1铝型材截面尺寸:宽 240mm,高 180mm。 1.4.2挤压刀具有效尺寸: 60mm,即铝型材外端距挤压部位尺寸 L<60mm。 1.4.3铝型材不能与刀具干涉,一般挤压部位应高出 2mm。 2.铝型材下料 2.1设备:双头锯 型号: DG244 适用范围:加工长度 335~6000 加工角
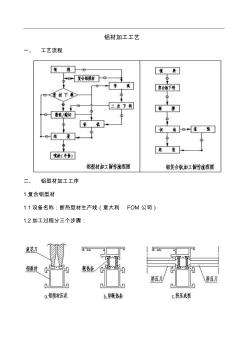
铝材加工工艺 一、 工艺流程 二、 铝型材加工工序 1.复合铝型材 1.1设备名称:断热型材生产线(意大利 FOM 公司) 1.2加工过程分三个步骤: a.型材压花:用滚花刀在铝型材槽口上压花。 b.穿断热条:将断热条穿在已压花的铝型材槽口内。 c.挤压成型:将铝型材和断热条用挤压刀复合后在一起。 1.3检验 1.3.1检验设备:抗剪实验机 1.3.2取样:在距型材端头 200mm以外取样 L=100mm。 1.3.3标准:剪切力 H(Kg)符合 250≤H≤600 1.4注意事项: 1.4.1铝型材截面尺寸:宽 240mm,高 180mm。 1.4.2挤压刀具有效尺寸: 60mm,即铝型材外端距挤压部位尺寸 L<60mm。 1.4.3铝型材不能与刀具干涉,一般挤压部位应高出 2mm。 2.铝型材下料 2.1设备:双头锯 型号: DG244 适用范围:加工长度 335~6000 加工角
热门知识
铝材加工-
话题: 室内设计liuxianying
精华知识
铝材加工-
话题: 装修工程bluefishxin
最新知识
铝材加工-
话题: 装修工程hujinghao1
-
话题: 工程造价baohuaiwen
铝材加工相关专题
- 哪个牌子的门窗铝材质量好
- 门窗铝材基准用料
- 门窗铝材用哪个牌子的好
- 门窗铝材中旺如何查找标志
- 铝材衣帽间
- 铝材推拉窗
- 折叠门铝材
- 铝材电动门
- 生态门铝材
- 推拉门铝材
- 制定机械加工劳动定额切削用量时间标准若干问题
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 燃烧室高度加工中在线测量系统精确性的方法
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 关于特种加工专业委员会学术年会征稿通知
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 机械毕业论文联接轴加工工艺分析与设计
- 合成润滑油在加工和碳氢化合物气压机中应用参考资料
- 基于OpenGL金刚石串珠锯加工石材模拟仿真开发
- 机械加工件表面层物理学性能改变主要成因及处理措施
- 关于广州市建筑施工企业农民工先行参加工伤保险通知
- 杭州奥体中心主体育场钢结构工程深化设计与制作加工
- 基于Neo4j网络化协作加工设备资源建模方法