




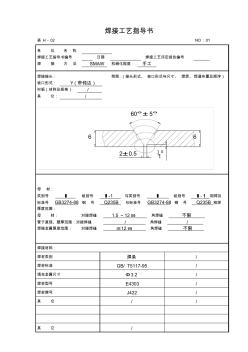
焊接工艺指导书 表 H-02 NO:01 单 位 名 称 焊接工艺指导书编号 日期 焊接工艺评定报告编号 焊 接 方 法 SMAW 机械化程度 手工 焊接接头: 简图:(接头形式、 坡口形式与尺寸、 焊层、焊道布置及顺序) 坡口形式: Y(带钝边) 衬板(材料及规格) / 其 它: / 2±0.5 6 1+ 1 0 6 60°± 5° 母 材: 类别号 Ⅰ 组别号 Ⅰ-1 与类别号 Ⅰ 组别号 Ⅰ- 1 相焊及 标准号 GB3274-88 钢 号 Q235B 与标准号 GB3274-88 钢 号 Q235B 相焊 厚度范围: 母 材: 对接焊缝 1.5~12㎜ 角焊缝 不限 管子直径、壁厚范围:对接焊缝 / 角焊缝 / 焊接金属厚度范围: 对接焊缝 ≤12㎜ 角焊缝 不限 焊接材料: 焊材类别 焊条 / 焊材标准 GB/T5117-95 / 填充金属尺寸 Ф3.2 / 焊材型号 E430

共4页 第 1 页 评定报告编号 工艺指导书编号 依据标准 施焊日期 焊 工 胡朝阳 资格代号 级 别 中级 施焊材料 圆柱头焊钉 牌 号 规 格 热处理或表面状态 母材钢号 钢板 16Mn 20mm 焊接面打磨至金属光泽 穿透焊板材 楼承板 高强板 1.2mm 焊接面打磨金属焊 焊钉钢号 ML15 ML15 D19 无油污等 瓷环牌号 ∕ ∕ ф19 烘干制度 (℃×h) 焊接方法 栓钉机碰焊 焊接位置 平焊 接头形式 焊接工艺参数 焊接设备型号 电源及极性 备 注 评 定 审 核 (签章) 技术负责 制取并检验试样、测定性能,确定试验记录正确,评定结果为: 焊接条件及工艺参数适用范围应按本评定指导书规定执行。 评定结论: 年 月 日 年 月 日 年 月 日 检测评定单位: 年 月 日 本评定按<<建筑钢结构焊接技术规程>> JGJ81-2002, J218-2002规定,根据工
热门知识
焊接评定报告-
话题: 地产家居bydearkty520
-
话题: 地产家居yueyangbati
精华知识
焊接评定报告-
话题: 工程造价yangzheng424
最新知识
焊接评定报告-
话题: 工程造价listen112980
焊接评定报告相关专题
- gb502362011焊接规范
- 等电位焊接规范
- 桥梁钢筋焊接规范
- 干挂石材龙骨焊接规范
- 钢筋焊接及验收规范最新版
- 幕墙龙骨焊接规范
- 中国工程建设焊接协会
- 烟道焊接方案
- 焊接进监理公司
- 有焊接监理吗
- 制水泥楼板市场现状调研及发展前景分析报告(目录)
- 乙酰丙酮测定水性内墙涂料中甲醛含量的不确定度评定
- 中国通讯通信工程车行业调查及走势分析报告目录
- 中国节能建材市场专项调查及十三五发展趋势预测报告
- 中国碳工钢产业深度调研及未来五年发展定位分析报告
- 中国大理石石材市场发展及投资前景报告
- 中国钢丝切丸行业市场前景分析预测年度报告(目录)
- 中国钢结构承包市场调查及未来五年投资前景评估报告
- 中国报告网十三五期间中国电解铝工业发展环境分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中国纸面石膏板产业市场现状及投资分析报告
- 中国移动板房行业市场前景分析预测年度报告(目录)
- 中国手工地毯行业市场前景分析预测年度报告
- 中国抹灰砂浆行业市场前景分析预测年度报告(目录)
- 中国薄膜太阳能电池市场及投资前景预测报告目录
- 云南某水电站水库一期蓄水安全鉴定工程施工自检报告
- 园林绿化技术资料仿古混凝土分项工程质量检验评定表