




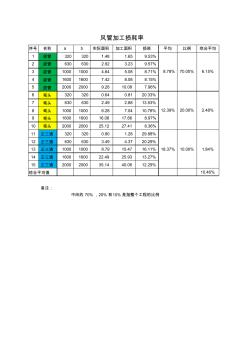
序号 名称 a b 实际面积 加工面积 损耗 平均 比例 综合平均 1 直管 320 320 1.48 1.65 9.53% 2 直管 630 630 2.92 3.23 9.57% 3 直管 1000 1000 4.64 5.08 8.71% 4 直管 1600 1600 7.42 8.08 8.15% 5 直管 2000 2000 9.28 10.08 7.96% 6 弯头 320 320 0.64 0.81 20.33% 7 弯头 630 630 2.49 2.88 13.53% 8 弯头 1000 1000 6.28 7.04 10.78% 9 弯头 1600 1600 16.08 17.66 8.97% 10 弯头 2000 2000 25.12 27.41 8.36% 11 正三通 320 320 0.90 1.28 29.88% 12 正三通 630 630 3.49 4.3
PVC风管制作标准 一、工艺流程 :下料—制作—焊接—加固—运输—安装。 1、加工时要尽量减少风管的变径 2、分支管道可在主管道上开口做 变径引出,要做导流口 。 3、制作好的风管要平整,美观,不能有明显的扭曲现象,两端尺寸要相等 二、下料加工 1、加工场地必须平整 2、下料时勤测量 ,确保偏差不大于 3mm. 3、焊缝焊接前扳边必须刨平,并去掉毛边做坡口焊接 三、焊接 1、300mm以下风管采用单面焊,以上采用双面焊 2、焊接时注意组对好的风管 不得有扭撬现象,焊缝要饱满,焊条排列要均匀、美观 。 3、焊好的风管焊缝表面焊条节应错开, 要无枯焦、断裂、假焊等缺陷 ,(如出现时应及 用刀具剔除,重新进行焊接) 4.直管段的 630—800 mm的风管要在风管内部加固,其加固的 PVC厚度小于风管的板材厚 度,加固条与风管必须满焊,加固条排列均匀、整齐 5、焊接完毕后要摆放好,避免损坏及
热门知识
风管加工-
话题: 室内设计endeavoring
精华知识
风管加工-
话题: 暖通空调Andynedved
最新知识
风管加工-
话题: 工程造价zxz3323070
-
话题: 地产家居un62988346
专题概述
风管加工知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关风管加工最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:风管加工
相关话题
资料下载
-
`
- 风管加工损耗 `
- pvc风管加工标准 `
- 风管加工损耗 (2) `
- PP风管加工规范 `
- pvc风管加工标准 (2) `
- 风管加工工艺、配件加工图 `
- 风管加工承揽合同 `
- 镀锌风管加工合同范本 `
- 弧形风管加工方案 `
- 镀锌风管加工合同范本. ` `
相关资讯
风管加工相关专题
- 给排水和风管问题
- pvc通风管规格
- upvc圆形风管安装
- pvc风管规格
- pvc风管价格
- pvc风管多少钱一平方
- 新风系统pvc风管规格
- pvc风管套什么定额
- pvc定向风管
- 玻璃钢排风管道
- 制定机械加工劳动定额切削用量时间标准若干问题
- 燃烧室高度加工中在线测量系统精确性的方法
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 机械毕业论文联接轴加工工艺分析与设计
- 合成润滑油在加工和碳氢化合物气压机中应用参考资料
- 基于OpenGL金刚石串珠锯加工石材模拟仿真开发
- 关于发布行业标准不燃型无机玻璃钢通风管理通知
- 机械加工件表面层物理学性能改变主要成因及处理措施
- 利用隧道弃碴加工铁路工程高性能混凝土粗骨料经济分析
- 名师推荐设计输出轴零件机械加工工艺规程及工艺装备
- 剪力墙身竖向分布筋加工尺寸及下料长度计算
- 某加工车间厂房工程钢结构安装施工组织设计
- 基于虚拟加工多头ZA蜗杆传动参数化设计及装配仿真