




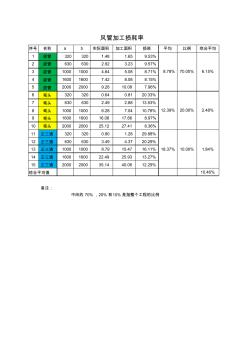
序号 名称 a b 实际面积 加工面积 损耗 平均 比例 综合平均 1 直管 320 320 1.48 1.65 9.53% 2 直管 630 630 2.92 3.23 9.57% 3 直管 1000 1000 4.64 5.08 8.71% 4 直管 1600 1600 7.42 8.08 8.15% 5 直管 2000 2000 9.28 10.08 7.96% 6 弯头 320 320 0.64 0.81 20.33% 7 弯头 630 630 2.49 2.88 13.53% 8 弯头 1000 1000 6.28 7.04 10.78% 9 弯头 1600 1600 16.08 17.66 8.97% 10 弯头 2000 2000 25.12 27.41 8.36% 11 正三通 320 320 0.90 1.28 29.88% 12 正三通 630 630 3.49 4.3
不锈钢风管施工工艺 1 前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2 特点 2.1 风管焊接成型质量好、变形小、观感好。 2.2 风管的加固形式新颖,节约成本。 3 适用范围 适用于厚度为 1.0mm 及以上的不锈钢薄板风管焊接制作施工。 4 工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对 1.0mm 厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和
热门知识
不锈钢风管加工-
话题: 工程造价hanna1642110
-
话题: 工程造价zhanlinyang
精华知识
不锈钢风管加工最新知识
不锈钢风管加工-
话题: 室内设计lbzhangbao
专题概述
不锈钢风管加工知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关不锈钢风管加工最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:不锈钢风管加工
相关话题
资料下载
-
`
- 不锈钢风管施工工艺知识讲解 `
- 不锈钢风管标准 `
- 不锈钢风管施工工艺标准 `
- 不锈钢风管专项施工综合方案 `
- 不锈钢风管安装 `
- 不锈钢风管施工工艺 (2) `
- 不锈钢风管尺寸计算 `
- 不锈钢风管施工工艺 `
- 不锈钢风管制作 `
- 不锈钢风管施工解决方
相关资讯
不锈钢风管加工相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 制定机械加工劳动定额切削用量时间标准若干问题
- 燃烧室高度加工中在线测量系统精确性的方法
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 国家林业局关于进一步加强木材经营加工监督管理通知
- 呼和浩特抽水蓄能电站人工砂石加工系统改造优化
- 机械毕业论文联接轴加工工艺分析与设计
- 合成润滑油在加工和碳氢化合物气压机中应用参考资料
- 基于OpenGL金刚石串珠锯加工石材模拟仿真开发
- 机械加工件表面层物理学性能改变主要成因及处理措施