





将锌-铁合金电镀工艺应用于锌压铸件电镀,分析了锌压铸件镀前处理特点及注意事项,比较了锌压铸件氰化镀铜和锌-铁合金电镀作预镀层的优劣,锌-铁合金电镀工艺能取代氰化镀铜作锌压铸件预镀工艺,并可在锌-铁合金镀层上镀防金、铬等装饰性镀层。
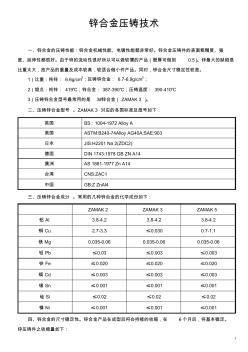
1 锌合金压铸技术 一、锌合金的压铸性能:锌合金机械性能、电镀性能都非常好。锌合金压铸件的表面粗糙度、强 度、延伸性都很好。由于锌的流动性很好所以可以做较薄的产品(壁厚可做到 0.5)。锌最大的缺陷是 比重太大,故产品的重量及成本较高,较适合做小件产品。同时,锌合金尺寸稳定性较差。 1)比重:纯锌: 6.6g/cm3;压铸锌合金: 6.7-6.9g/cm3; 2)熔点:纯锌: 419℃;锌合金: 387-390℃;压铸温度: 390-410℃ 3)压铸锌合金型号最常用的是 3#锌合金( ZAMAK 3 )。 二、压铸锌合金型号 。ZAMAK 3 对应的各国标准及型号如下: 英国 BS:1004-1972 Alloy A 美国 ASTM:B240-74Alloy AG40A;SAE:903 日本 JIS:H2201 Na 2(ZDC2) 德国 DIN 1743:1978 GB ZN
锌压铸相关专题
- 最先进液压打桩机
- 怎样进行阀门试压
- 真空系统阀门如何试压
- 搅拌机液压卸料门故障
- 静力压柱施工时注意问题
- 隐形门液压合页什么牌子好
- 有高压旋喷桩的施工规范吗
- 预制楼板试压是怎么弄的
- 焊接式阀门如何试压
- 消防工程中稳压泵的作用
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 各品牌商标锌锭最新价格表
- 化工企业镀铝锌硅钢板彩钢板安全生产事故综合应急预案
- 国产无缝钢管和镀锌钝化技术在汽车制动管上应用试验
- 基于TRIZ理论解决短流程锌粉炉炉喉堵塞问题
- 广州JFE40万t/年热镀锌工程深基坑开挖变形监测
- 合金化镀锌薄板CO_2短路过渡电弧焊工艺适应性
- 某公司电锌系统技改工程项目竣工验收职业卫生评价
- 栏杆工程招标文件(不锈钢、锌钢)
- 控制带钢连续热镀锌工艺中有效铝及当前技术进展
- 利用PE管穿管技术改造中、低压铸铁管线工程实践总结
- 某钢铁公司镀锌、彩涂板卷项目职业病危害控制效果评价
- GB-T-3091-93-低压流体输送用镀锌焊接钢管
- 一种热镀锌槽式桥架
- GB12半圆头方颈螺栓M6-M12小头马车螺栓镀锌螺丝
- 氧化锌和铅硼玻璃料对MgTiO_3微波介质陶瓷的影响
- 中金岭南公司凡口铅锌矿选矿厂技术升级改造工程项目开工