





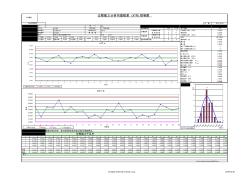
过程能力分析均值极差 (X-R)控制图 日 期 工厂 过 程 信 息 栏 统计特性描述 数 据 值 零件号 数据重要趋势 X 图 R 图 样本容量 100 图纸编号 3 3 工程规范下限 (LSL) 5.6000 模具编号 8 11 规格中线 6.0000 描述 单位 mm 3 3 工程规范上限 (USL) 6.4000 尺寸规格 6.000 上公差 0.400 下公差 0.400 UCLx 6.235 AVERx 5.973 LCLx 5.711 9 11 总和 597.2800 下公差限 5.600 规格中线 6.000 上公差限 6.400 UCLr 0.820 AVERr 0.359 LCLr 0.000 超出控制线点数 0 0 读数均值 (X) 5.9728 最大值 6.4200 最小值 5.5600 低于下控制线点数 (X) 0 高于上控制线点数 (X) 0 极差均值
热门知识
spc管制图-
话题: 工程造价dengyp3344
精华知识
spc管制图-
话题: 工程造价baobaoshasha
-
话题: 地产家居yinchuansh
最新知识
spc管制图spc管制图相关专题
- 水泵哪个牌子好
- 连接潜污泵排水管
- 联系单湿土排水
- 楼顶天台给水管
- 楼基坑内排水
- 住宅内卫生间给水
- 住宅排水管问题
- 铸铁给水管件安装
- 铸铁给水管尺寸有哪些
- 铸铁排水管套相问题
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 圆管涵工程数量表(20201022195115)
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 云南省昆明市建设局建筑工程深基坑施工安全管理规定
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 支持群体设计的工程数据库管理系统的结构及实现
- 水利管理单位信访工作
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 有关建筑工程造价管理面临的问题与其处理手段
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 以BIM为基础的装配式建筑全生命周期管理问题
- 智能电力监控管理系统在某飞机维修公司工程中的应用