




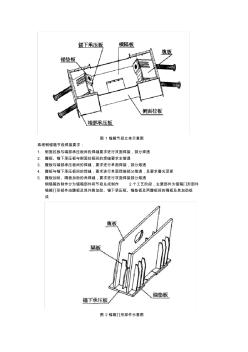
图 1 锚箱节段立体示意图 索塔钢锚箱节段焊接要求: 1. 侧面拉板与端部承压板间的焊缝要求进行双面焊接,部分焊透 2. 腹板、锚下承压板与侧面拉板间的焊缝要求全熔透 3. 腹板与端部承压板间的焊缝,要求进行单面焊接,部分熔透 4. 腹板与锚下承压板间的焊缝,要求进行单面焊接部分熔透,且要求磨光顶紧 5. 腹板加劲、隔板加劲的角焊缝,要求进行双面焊接部分熔透 钢锚箱的制作分为锚箱部件和节段总成制作 2 个工艺阶段,主要部件为锚箱∏形部件 锚箱∏形部件由腹板及其外侧加劲、锚下承压板、锚垫板及两腹板间的隔板及其加劲组 成 图 2 锚箱∏形部件示意图 一:锚箱∏形部件焊接流程 ① 将隔板及其加劲组焊成单元件 ② 将锚下承压板与锚垫板组焊成单元件 焊接坡口形式。由于两腹板间间距较小,∏形部件内侧不易进行坡口焊接,焊接坡 口选择为外侧单面坡口,内侧进行角焊缝封底 腹 板 加 劲 焊 缝 的 焊 接

热门知识
什么是钢锚箱-
话题: 计价依据jake999999
-
话题: 工程造价zhangjuan321

精华知识
什么是钢锚箱-
话题: 工程造价leo_584521
最新知识
什么是钢锚箱-
话题: 建筑施工szhengha9277
-
话题: 工程造价zhangkai0429
相关问答
什么是钢锚箱
什么是钢锚箱相关专题
- 卡普隆雨棚做什么检验批
- 卡扣一般用什么塑料
- 卡箍接头标准是什么
- 卡拉OK点歌机价格是什么
- 卡盘是什么材质的
- 开保洁公司靠什么赚钱
- 开闭所算什么建筑
- 开闭所与环网柜有什么区别
- 开槽螺母W是什么尺寸
- 开发建设总面积什么意思
- 智能点型离子感烟探测器和普通感烟探测器有什么区别
- 在磁翻板液位计安装时为什么要在法兰接口处加装阀门
- 建筑设计院的甲级资质和乙级资质有什么区别建筑类别划分
- epdm橡胶是什么材料
- 瓷砖地砖又该选什么种类的
- 基材性能告诉你氮化铝和氧化铝陶瓷基板工艺有什么
- 房屋建筑工程施工总承包企业资质等级标准和承包范围是什么
- 机房防静电地板有几种,机房为什么要采用防静电地板
- 机房为什么要做防火玻璃隔断,为什么要采用防火玻璃
- 有些电缆竖井为什么要敷设2根感温电缆
- 什么是旁站监理
- 干拌砂浆、湿拌砂浆、现场搅拌砂浆、预拌砂浆有什么区别
- 什么是防雷浪涌模块
- 什么是12芯控制电缆
- 断路器表示什么
- 什么是碳化实木地板
- 什么是汇流铜排\什么是等电位箱它们的应用及解决方案