




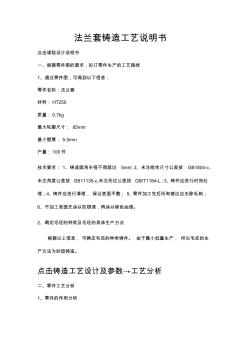
法兰套铸造工艺说明书 点击课程设计说明书 一、根据零件图的要求,拟订零件生产的工艺路线 1、通过零件图,可得到以下信息: 零件名称:法兰套 材料: HT250 质量: 0.7kg 最大轮廓尺寸: 85mm 最小壁厚: 5.5mm 产量: 100件 技术要求: 1、铸造圆角半径不得超过 5mm;2、未注线性尺寸公差按 GB1804-c, 未注角度公差按 GB11135-c,未注形位公差按 GB/T1184-L;3、铸件应进行时效处 理;4、铸件应进行清理, 保证表面平整; 5、零件加工完后所有棱边应去除毛刺; 6、不加工表面先涂以防锈漆,再涂以绿色油漆。 2、确定毛坯的种类及毛坯的具体生产方法 根据以上信息, 可确定毛坯的种类铸件。 由于属小批量生产, 所以毛坯的生 产方法为砂型铸造。 点击铸造工艺设计及参数→工艺分析 二、零件工艺分析 1、零件的作用分析 法兰套主要起到传递力的作用

热门知识
PP-R给水法兰套-
话题: 工程造价a525007677a
-
话题: 工程造价chenfengcfc
-
话题: 工程造价330621701229
精华知识
PP-R给水法兰套-
话题: 工程造价tttthhhhqqqq
最新知识
PP-R给水法兰套相关问答
PP-R给水法兰套
PP-R给水法兰套相关专题
- 联塑PPR管为什么会敲破
- 联塑ppr管道怎么区别真假
- 联塑PPR管真假如何区别
- 中财ppr水管价格
- 中国ppr管十大名牌都有哪些
- 中国ppr管pvc管十大名牌
- 中国石材网app转让价格
- 阻燃pp塑料的价格是多少
- 最新ppr管十大品牌排行
- 做一个app需要花多少钱
- 给水排水工程专业毕业设计的指导实践
- 国家标准建筑给水排水设计规范局部修订条文说明
- 哈尔滨市轨道交通一号线太平桥车辆段消防给水系统设计
- 基于QuantumPLC电厂锅炉补给水系统改造
- 国内多级给水泵型号十大品牌浸入式多级离心泵最新排名
- 冷热水用无规共聚聚丙烯(PPR)管材管件质量分析
- 建筑给水三型聚丙烯管道(PPR)施工工法讲解学习
- 建筑给水排水设计规范与室外给(排)水设计规范区别
- 建筑工程给水排水及采暖消火栓管道系统水压试验记录
- 建筑给水三型聚丙烯管道(PPR)施工工法教学内容
- 建筑行业给水设备安装工程检验批质量验收记录表
- 硬聚氯乙烯PVC-U给水管安装
- 给水、热水及采暖管道系统冲洗记录
- 给水管道及配件安装检验批质量验收记
- 600MW火电机组给水泵驱动方式的经济性评价与比较研究
- 江苏高层综合楼大直径给水衬塑复合钢管卡箍连接施工工法
- 居住小区室外给水管道设计秒流量计算公式衔接流量值推算
- PP-R给水法兰盘
- PP-R给水活接
- PP-R给水活接头
- PP-R给水活接球阀
- PP-R给水热水、冷水管
- PP-R给水热水管
- PP-R给水热水管S6.2(PN2.0MPa)
- PP-R给水用承插式盲板
- PP-R给水用承插式鞍形增接口
- PP-R给水用柔性接口一承一平一插异径三通
- PP-R给水用柔性接口二承一平三通
- PP-R给水用柔性接口二承一平异径三通
- PP-R给水用柔性接口双承22.5度弯头
- PP-R给水用柔性接口双承异径接
- PP-R给水用柔性接口平插法兰
- PP-R给水直接
- PP-R给水直接头
- PP-R给水直通
- PP-R给水等径三通
- PP-R给水管
- PP-R给水管(MPa1.6)
- PP-R给水管(MPa2.0)
- PP-R给水管(冷水)
- PP-R给水管(冷水用)
- PP-R给水管(冷水管)
- PP-R给水管(冷热水管)
- PP-R给水管(压力1.0MPa)
- PP-R给水管(压力1.25.0MPa)
- PP-R给水管(压力1.250MPa)
- PP-R给水管(压力2.0MPa)