




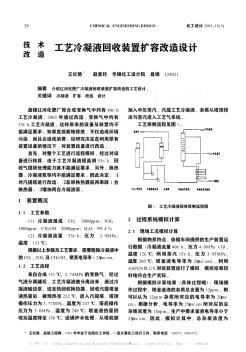
2018 年 6月 | 203 石油化工装置冷凝液回收利用 沈苗坤 马小婷(中国石油兰州石化分公司 石油化工厂, 甘肃 兰州 730060) 摘要 :为降本增效、节能降耗,通过改造将全厂各装置冷凝液全部回收利用, 消除冷凝液排放浪费, 节约新鲜过滤水, 降低二级除盐 水制水成本, 处理后的二级除盐水水质达到公司标准。 关键词 :冷凝液 ;回收系统 ;节能降耗 1 现状分析 (1)透平冷凝液 烯烃装置 101J 裂解气压缩机、 GB501 丙 烯压缩机及裂解装置 GB201 裂解气压缩机是以蒸汽驱动的透 平的情况下, 由于系统较小且密闭, 所产生的冷凝液水质基本 不会受污染、 水质情况好, 流量85t/h 左右。透平冷凝液水质较 好,将三股透平冷凝液送脱盐水装置充当制脱盐水新鲜过滤 水,节约新鲜过滤水。 (2)低压冷凝液 芳烃装置中压冷凝液主要来源来自界区 的4.0MPa 蒸汽分两
热门知识
冷凝液回收-
话题: 工程造价luoxishi4721
精华知识
冷凝液回收-
话题: 工程造价mingquan1984
-
话题: 暖通空调chucome021
最新知识
冷凝液回收-
话题: 工程造价yangni200842
冷凝液回收相关专题
- 壳管式冷凝器排管方法
- 空冷凝汽器100wm机组
- 空调冷凝管的计算
- 空调冷凝管长度计算问题
- 空调冷凝管冷媒管问题
- 空调冷凝管如何计算长度
- 空调冷凝管工程量
- 空调冷凝水支管如何套价
- 冷冻水冷却水冷凝水
- 冷凝器除垢的方法有哪些
- 医药工业空调带转轮热回收装置的工程设计和节能分析
- 余热回收供热项目EPC工程总承包工程施工组织设计
- 圆筒仓方筒仓液压滑模施工中倾斜与扭转的特征及对策
- 工业废液作为Ⅲ级粉煤灰混凝土外加剂的试验
- 乙二醇溶液低温型水冷螺杆式冷水机组在工业上的应用
- 有建筑物存在的软土地基液化模拟地震振动台试验
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 有限公司电力液压电梯门系统安装工程质量验收记录表
- 宜兴市金张渚废品回收有限公司企业信用报告
- 在磁翻板液位计安装时为什么要在法兰接口处加装阀门
- 早强型水泥浆液材料的试验及在锚固工程中的应用
- 再力花地下部水浸提液对几种常见水生植物的化感作用
- 新型液压升降整体脚手架在高层建筑施工中的应用
- 工艺条件对6061铝合金近液相线铸造微观组织影响
- 关于液压同步提升技术在大跨度钢德构施工中应用
- 固化液组成对磷灰石/硅灰石生物玻璃骨水泥性能影响
- 工业TiOSO4液复合模板合成有序介孔TiO2