





常用焊条规范 焊条型号 烘烤温度 时间 用途 J422 130 ℃ 1-2 小时 焊接普通强度的钢材以及管道压力容器等 J427 350 ℃ 1-2 小时 焊接普通强度的钢材以及管道压力容器等 J502 350 ℃ 1-2 小时 焊接低合金钢管 16Mn J507 350 ℃ 1-2 小时 焊接普通强度的钢材以及管道压力容器及重要 的部件等 J506 350 ℃ 1-2 小时 焊接普通强度的钢材以及管道压力容器及重要 的部件等 J508 400 ℃ 1-2 小时 焊接普通强度的钢材以及锅炉管道压力容器及 桥梁等重要的部件 J857 350-400 ℃ 1 小时 焊接抗拉强度高的低合金钢 J422Fe16 200 ℃ 1 小时 焊接重要的碳钢 J507Fe16 350-380 ℃ 1
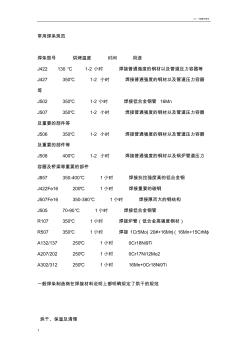
v1.0 可编辑可修改 1 常用焊条规范 焊条型号 烘烤温度 时间 用途 J422 130 ℃ 1-2 小时 焊接普通强度的钢材以及管道压力容器等 J427 350℃ 1-2 小时 焊接普通强度的钢材以及管道压力容器 等 J502 350℃ 1-2 小时 焊接低合金钢管 16Mn J507 350℃ 1-2 小时 焊接普通强度的钢材以及管道压力容器 及重要的部件等 J506 350℃ 1-2 小时 焊接普通强度的钢材以及管道压力容器 及重要的部件等 J508 400℃ 1-2 小时 焊接普通强度的钢材以及锅炉管道压力 容器及桥梁等重要的部件 J857 350-400℃ 1小时 焊接抗拉强度高的低合金钢 J422Fe16 200℃ 1小时 焊接重要的碳钢 J507Fe16 350-380℃ 1小时 焊接厚而大的钢结构 J505 70-90℃ 1小时 焊接低合金钢管
热门知识
抗拔系数在哪条规范-
话题: 工程造价63831671hzx
-
话题: 工程造价lyf1966419
精华知识
抗拔系数在哪条规范-
话题: 装修工程ldd3043633
最新知识
抗拔系数在哪条规范-
话题: 电气工程nana33387573
-
话题: 路桥市政1076262168
抗拔系数在哪条规范相关专题
- 边坡锚杆拉拔试验规范
- 水泥路面抗滑构造深度
- 植筋拉拔力计算公式
- 抗浮锚杆拉拔
- 抗浮锚杆拉拔实验
- 搅拌桩土体加固抗浮施工
- 基坑抗隆起
- 基坑抗隆起稳定性验算
- 深基坑抗隆起计算不过
- 试验桩拉拔试验
- 引用公路桥涵施工技术规范JTJ0412000
- cnas-cc012007新版认可规范
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 招标合同工程建设招标设标合同合同条件(第2部分)
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 执行设备工程监理规范提升地铁设备监理服务质量
- 在不中断行车条件下利用静态爆破剂进行桥改涵的施工
- 招投标-严格规范工程施工招标全力打造阳光工程施工
- 应用工程建设施工企业质量管理规范进行体系转换
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 云南省建设工程招标投标管理条例(修正)与分析
- 中玻新材拟建10条800万m~2Low-E玻璃线
- 增设钢牛腿在连续独柱墩桥梁抗倾覆加固设计中的应用
- 中国建筑抗震设计规范的演变与展望
- 异形柱框架及短肢墙抗震节点构造的施工质量保证措施
- 中国水泥工厂余热发电设计规范国家标准即将出台