




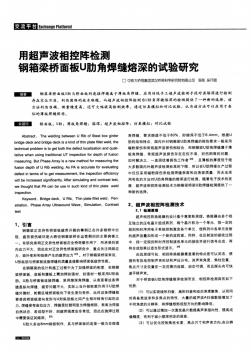
用超声波相控阵检测钢箱梁桥面板U肋角焊缝熔深的试验研究 作者: 陈刚, 吴开斌 作者单位: 中铁大桥局集团武汉桥梁科学研究院有限公司 刊名: 建设科技 英文刊名: Construction Science and Technology 年,卷(期): 2013(8) 被引用次数: 1次 参考文献(10条) 1.赵欣欣,刘晓光,张玉玲 正交异性桥面板设计参数和构造细节的疲劳研究进展 [期刊论文]-钢结构 2010(8) 2.张玉玲,辛学忠,刘晓光 对正交异性钢桥面板构造抗疲劳设计方法的分析 [期刊论文]-钢结构 2009(5) 3.罗旭辉 钢箱梁U肋角焊缝的超声波探伤 [期刊论文]-广州建筑 2002(3) 4.美国无损检测学会;<美国无损检测手册>译审委员会 美国无损检测手册@超声卷(上册) 1996 5.李剑峰 应用超声相控阵技术对特殊结构焊缝检测 [期刊论文]-金属加工
焊缝外观检验标 准 1、 目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、 适用范围 本标准适用于焊缝外观质量检验(自检和专检) 。 3、 焊接部外观检查项目 3.1 焊接缺陷: 3.1.1 咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。 3.1.2 焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面气孔 指露在表面的气孔。 3.1.3 未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母材 之间未完全熔化结合的部分。 3.1.4 未焊透:焊接时接头根部未完全熔透的现象。 3.1.5 裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而 形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。 3.1.6 未焊满:由于填充金属不足,在焊缝表面形成的
热门知识
焊缝熔深标准-
话题: 工程造价maojialdcr
精华知识
焊缝熔深标准-
话题: 工程造价zhanghuanYW
-
话题: 工程造价woshijieqw
-
话题: 建筑施工yuhuashi1988
最新知识
焊缝熔深标准-
话题: 工程造价152****1014
-
话题: 工程造价zengkaiqiang
-
话题: 工程造价daiqiangyuan
-
话题: 工程造价zhuyanlong1
焊缝熔深标准相关专题
- 靠近墙角的焊缝怎么焊接
- 立焊的焊缝标准
- 中,厚板焊缝坡口选择原则
- 桩加强箍焊缝如何计算
- 怎么算钢结构焊缝长度量
- 怎样的焊缝算是好的
- 支柱焊缝与环形焊缝的区别
- 直角焊缝应力计算
- 角焊缝要不要开坡口
- 角焊缝尺寸根据什么确定
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 中华人民共和国房屋建筑和市政工程标准施工招标文件
- 中国式驾驶室安全标准出台 或将导致卡车行业洗牌
- 中国电建大直径深竖井关键施工技术
- 在建筑钢结构工程中美国标准设计的高强构件替代