




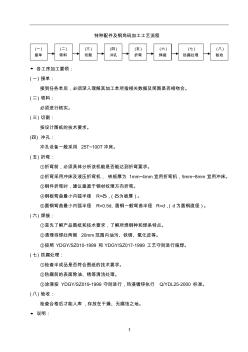
1 特种配件及钢角码加工工艺流程 ◆ 各工序加工要领: (一) 接单: 接到任务单后 ,必须深入理解其加工单所指相关数据及简图是否相吻合。 (二) 领料: 必须进行核实。 (三) 切割: 按设计图纸的技术要求。 (四) 冲孔: 冲孔设备一般采用 25T~100T冲床。 (五) 折弯: ①折弯前,必须具体分析该机能是否能达到折弯要求。 ②折弯采用冲床及液压折弯机, 铁板厚为 1mm~4mm宜用折弯机,5mm~8mm 宜用冲床。 ③钢件折弯时,建议垂直于钢材纹理方向折弯。 ④钢板弯曲最小内弧半径 R=δ,(δ为板厚)。 ⑤圆钢弯曲最小内弧半径 R=0.5d, 圆钢一般弯曲半径 R=d,(d为圆钢直径)。 (六) 焊接: ①首先了解产品图纸和技术要求,了解所焊钢种和焊条特点。 ②清理待焊处两侧 20mm范围内油污、铁锈、氧化皮等。 ③按照 YDGY/SZ010-1999 和 YDGY/SZ01
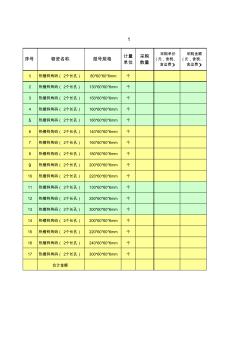
序号 物资名称 型号规格 计量 单位 采购 数量 采购单价 (元,含税、 含运费) 采购金额 (元,含税、 含运费) 1 热镀锌角码( 2个长孔) 80*60*60*6mm 个 2 热镀锌角码( 2个长孔) 130*60*60*6mm 个 3 热镀锌角码( 2个长孔) 150*60*60*6mm 个 4 热镀锌角码( 2个长孔) 160*60*60*6mm 个 5 热镀锌角码( 2个长孔) 180*60*60*6mm 个 6 热镀锌角码( 2个长孔) 140*60*60*6mm 个 7 热镀锌角码( 2个长孔) 160*60*60*6mm 个 8 热镀锌角码( 2个长孔) 180*60*60*6mm 个 9 热镀锌角码( 2个长孔) 200*60*60*6mm 个 10 热镀锌角码( 2个长孔) 220*60*60*6mm 个 11 热镀锌角码( 2个长孔) 130*60*60*6mm
热门知识
钢角码规格表-
话题: 室内设计nanchenyue
-
话题: 工程造价chunzhen1027
精华知识
钢角码规格表-
话题: 工程造价yiyunxueer
最新知识
钢角码规格表-
话题: 室内设计boy19850325
-
话题: 室内设计jjzzgg1984
钢角码规格表相关专题
- 卡套连接的钢塑管
- 开钢管厂需要什么机器
- 开个钢材加工部需要多少钱
- 开口钢桩尖
- 开口钢桩尖套什么定额
- 看守所钢网墙的标准
- 看图看钢筋图
- 抗拔桩钢筋为什么要通长
- 抗拔桩钢筋最低含量是多少
- 抗水板中钢筋的计算
- 以MSP430FW427为核心的远程数字水表设计
- 圆管涵工程数量表(20201022195115)
- 原材料(设备)合格证、试验报告汇总表碎石
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国造船工程学会第六次全国会员代表大会在大连举行
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中国焊接学会堆焊及表面工程专委会
- 指路标志(里程碑和百米碑)施工记录表
- 整流变压器技术规格书(2016.7.5定稿)资料
- 引水隧洞工程中热应力中对围岩表层稳定性的影响分析
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 圆钢管通用规格表(20201009124910)
- 在中国水利工程协会第三次全国会员代表大会上的讲话
- 云南省建筑专业技术职务任职职称推荐评审表填写范例
- 智能建筑综合布线系统安装分项检验批质量验收记录表
- 在肥东县卫生局2010年工作总结表彰大会上的讲话
- 绿化材料起挖分项工程质量检验评定表
- 钢角码连接件
- 钢角膜
- 钢调研报告
- 钢质(单片式)防盗卷帘(垂帘)
- 钢质(复合式)防火卷帘(垂帘)
- 钢质(木面)防火门
- 钢质(木面)防火门(乙级)
- 钢质(木面)防火门(甲级)
- 钢质(木面)防火门单扇
- 钢质(木面)防火门单扇(丙级)
- 钢质(木面)防火门单扇(乙级)
- 钢质(木面)防火门单扇(优质丙级)
- 钢质(木面)防火门单扇(优质乙级)
- 钢质(木面)防火门单扇(优质甲级)
- 钢质(木面)防火门单扇(甲级)
- 钢质(木面)防火门双扇
- 钢质(木面)防火门双扇(丙级)
- 钢质(木面)防火门双扇(乙级)
- 钢质(木面)防火门双扇(优质丙级)
- 钢质(木面)防火门双扇(优质乙级)
- 钢质(木面)防火门双扇(优质甲级)
- 钢质(木面)防火门双扇(甲级)
- 钢质s型俯卧撑支架
- 钢质、无机复合防火门
- 钢质三通
- 钢质三防PVC抗静电地板
- 钢质三防门
- 钢质丙级防火门
- 钢质丙级防火门价格
- 钢质丙级防火门报价