




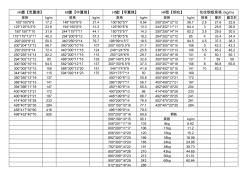
规格 kg/m 规格 kg/m 规格 kg/m 规格 kg/m 规格 菱形 扁豆形 100*100*6*8 17.2 148*100*6*9 21.4 100*50*5*7 9.54 200*204*12*12 56.7 2.5 21.6 22.6 125*125*6.5*9 23.8 194*150*6*9 31.2 125*60*6*8 13.3 244*252*11*11 64.4 3 25.6 26.6 150*150*7*10 31.9 244*175*7*11 44.1 150*75*5*7 14.3 250*255*14*14 82.2 3.5 29.5 30.5 175*175*7.5*11 40.3 294*200*8*12 57.3 175*90*5*8 18.2 294*302*12*12 85 4 33.4 34.4 200*200*8*12 50.5 340*25

6.4. 钢结构型钢柱工程 6.4.1 钢结构加工工艺 (1)工艺流程 钢结构加工制造流程图 材料准备订货 钢材预处理 计算机放样 (画草图、制样板 ) 数控切割 杆件装焊 分段装焊 矫 正 除锈涂漆 检 验 编号打包 标准件采购 节点板加工 打包发运 发 运 深化设计 工艺评定 工艺准备 工艺确认 检验报告 出厂合格证 (2)主要工艺 1)原材料控制 ⑴ 控制流程 ⑵ 钢材质量要求 ① 钢柱采用国产 Q345B钢,其质量符合《低合金高强度结构钢》 (GB/T1591-94) 及《钢的化学分析用试样取样法及成品化学成分允许偏差》 GB222-84。 ② 强屈比不应小于 1.2,伸长率应大于 20%,且有明显的屈服台阶和良好的 可焊性。 ⑶ 焊接材料质量标准 ① 埋弧自动焊焊丝焊剂其质量应符合《埋弧焊用碳钢焊丝和焊剂》 GB5293-1999的规定。 ②CO2气体保护焊丝其质量应符合 《气
热门知识
钢结构型钢表哪里查-
话题: 装修工程zw253551364
精华知识
钢结构型钢表哪里查-
话题: 计价依据wuqingwu922
最新知识
钢结构型钢表哪里查-
话题: 工程造价Rexmingliang
-
话题: 工程造价freedom8549
相关问答
钢结构型钢表哪里查-
话题: 工程造价1225412249
钢结构型钢表哪里查相关专题
- 框架-核心筒结构钢筋含量
- 框架核心筒结构钢筋含量
- 框架结构构造柱钢筋的做法
- 框架钢结构图纸怎么看
- 框架结构的柱钢筋有弯钩吗
- 框架结构钢筋各占多少比例
- 框架结构库房钢筋含量
- 框剪结构钢筋含量问题
- 昆明钢结构公司
- 辽宁省钢结构损耗问题
- 以MSP430FW427为核心的远程数字水表设计
- 圆管涵工程数量表(20201022195115)
- 原材料(设备)合格证、试验报告汇总表碎石
- 张家港市旺达工业气体有限公司企业信用报告-天眼查
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 中国造船工程学会第六次全国会员代表大会在大连举行
- 展厅A1屋面钢结构工料机表【XX会展综合体项目】
- 中国焊接学会堆焊及表面工程专委会
- 指路标志(里程碑和百米碑)施工记录表
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 引水隧洞工程中热应力中对围岩表层稳定性的影响分析
- 因工程施工、设备维修等原因确需停止供水审批申请表
- 圆钢管通用规格表(20201009124910)
- 在中国水利工程协会第三次全国会员代表大会上的讲话
- 云南省建筑专业技术职务任职职称推荐评审表填写范例