
- 首页 >
- > 二氧化碳保护焊接标准
更新时间:2024.04.14




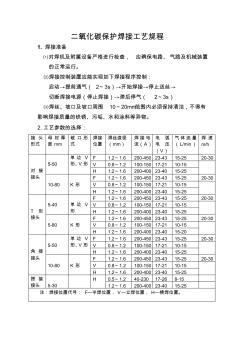
二氧化碳保护焊接工艺规程 1. 焊接准备 ⑴对焊机及附属设备严格进行检查, 应确保电路、气路及机械装置 的正常运行。 ⑵焊接控制装置应能实现如下焊接程序控制: 启动→提前通气( 2~3s)→开始焊接→停止送丝→ 切断焊接电源(停止焊接)→滞后停气( 2~3s) ⑶焊丝、坡口及坡口周围 10~20mm范围内必须保持清洁,不得有 影响焊接质量的铁锈、污垢、水和涂料等异物。 2.工艺参数的选择: 接 头 形式 母 材 厚 度 mm 破 口 形 式 焊接 位置 焊丝直径 (mm) 焊接电 流(A) 电 弧 电 压 (V) 气体流量 (L/min) 焊 速 m/h 对 接 接头 5-50 单 边 V 形、V 形 F 1.2~1.6 200-450 23-43 15-25 20-30 V 0.8~1.2 100-150 17-21 10-15 H 1.2~1.6 200-400 23-40
二氧化碳保护焊操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于 “开”的位置,供气开关置于 “检查”位置。 3、打开气瓶盖,将流量调节旋钮慢慢向 “OPEN”方向旋转,直到流量表上的指示数为需要 值。供气开关置于 “焊接”位置。 4、焊丝在安装中, 要确认送丝轮的安装是否与丝径吻合, 调整加压螺母, 视丝径大小加压。 5、将收弧 转换开关 置于“有收弧 ”处,先后两次将焊枪开关按下、放开进行焊接。 6、焊枪开关 “ON”,焊接电弧的产生,焊枪开关 “OFF”,切换为正常焊接条件的焊接电弧,焊 枪开关再次 “ON”,切换为收弧焊接条件的焊接电弧,焊枪开关再次 “OFF”焊接电弧停止。 7、焊接完毕后,应及时关闭焊电源,将 CO2 气源总阀关闭。 8、收回焊把线,及时清理现场。 9、定期清理机上的灰尘,用空压机或氧气吹机芯的积尘物,一般时间为一周一次。 CO2 气体
热门知识
二氧化碳保护焊接标准-
话题: 地产家居yx12032012
精华知识
二氧化碳保护焊接标准-
话题: 工程造价pengzhaomao
最新知识
二氧化碳保护焊接标准-
话题: 工程造价adian123456
专题概述
二氧化碳保护焊接标准知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关二氧化碳保护焊接标准最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:二氧化碳保护焊接标准
相关话题
资料下载
相关资讯
二氧化碳保护焊接标准相关专题
- 二氧化碳灭火系统组成图
- 二氧焊机的功率
- 二氧焊机
- 二氧化碳焊接摆动手法
- 二氧化碳自动焊接机
- 二手二氧化碳焊机
- 二氧焊机送丝管
- 二氧焊机送丝管厂家
- 二氧化碳气体保护焊枪
- 二氧化碳焊接冷却时间
- 一拖一水泵智能保护水位有线无线控制配电箱使用手册
- 保护装置BUCK开关电源的PCB优化设计方法
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 在市中心紧邻地铁和保护建筑的大型深基坑设计与施工
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 引滦水源保护于桥水库综合治理污染底泥清除工程项目
- 中华人民共和国房屋建筑和市政工程标准施工招标文件
- 中东铁路宽城子车站历史文化街区保护与更新策略
- 榆横煤化工业园区水资源的保护利压与可持续发展分析
- 中华人民共和国国务院令第593号公路安全保护条例