




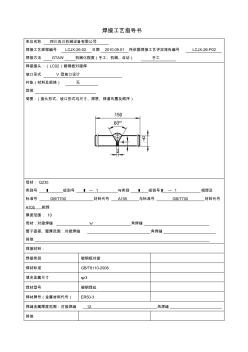
焊接工艺指导书 单位名称 四川良川机械设备有限公司 焊接工艺规程编号 LCJX-26-02 日期 2010.09.01 所依据焊接工艺评定报告编号 LCJX-26-P02 焊接方法 GTAW 机械化程度(手工、机械、自动) 手工 焊接接头:(LC02)碳钢板对接焊 坡口形式 V 型坡口设计 衬垫(材料及规格) 无 其他 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 150 2 4 1 0 60° 母材: Q235 类别号 Ⅰ 组别号 Ⅰ — 1 与类别 Ⅰ 组别号Ⅰ — 1 相焊及 标准号 GB/T700 材料代号 A105 与标准号 GB/T700 材料代号 A105 相焊 厚度范围: 10 母材:对接焊缝 ∨ 角焊缝 管子直径、壁厚范围:对接焊缝 角焊缝 其他 焊接材料: 焊接类别 碳钢板对接 焊材标准 GB/T8110-2008 填充金属尺寸 φ3 焊材型号 碳

针对铜和钢的物理和化学性能的较大差异,通过理论分析认为铜的熔化量对铜钢异种材料焊接接头的质量有很大影响,同时考虑到铜列激光的高反射率,对此进行了基于斜面对接和激光光束偏向钢侧的铜钢激光对接焊研究,并以三种不同的工艺参数进行了激光焊实验。焊接接头的力学性能测试和焊缝显微组织分析结果表明,铜钢焊接的质量主要取决于铜的熔化量。当铜熔化较少时,接合界面清晰,接头无明显缺陷并表现出良好的力学性能;当铜的熔化量较多时,无明显结合界面,接头出现气孔、裂纹等缺陷,力学性能急剧下降。实验结果表明,设置激光束偏离量为0.8mm,可实现低铜钢熔合比,从而获得尢缺陷的铜钢焊接接头。
热门知识
对接焊管-
话题: 工程造价windbolide
-
话题: 工程造价hjm312846503
精华知识
对接焊管最新知识
对接焊管-
话题: 工程造价doudou0601
-
话题: 工程造价fenghongbin
对接焊管相关专题
- 硅胶条怎么对接
- 电缆对接施工方法
- 钢筋对接焊缝长度计算
- 对接焊管
- 对接焊缝余高打磨机
- pe管对接焊接压力明细
- 板状对接斜45度向上焊
- 矩形管对接焊接方法
- 型钢对接接头焊接简图
- 钢熔化焊对接接头
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)