




点焊方法和工艺 一、点焊方法 : 点焊通常分为双面点焊和单面点焊两大类。双面点焊时,电极由工件的两侧向焊接处馈电。典型的双面点焊方式如图 11-5 所示。 图中 a是最常用的方式,这时工件的两侧均有电极压痕。图中 b表示用大焊接面积的导电板做下电极,这样可以消除或减轻下面工件 的压痕。常用于装饰性面板的点焊。图中 c 为同时焊接两个或多个点焊的双面点焊,使用一个变压器而将各电极并联,这时,所有电 流通路的阻抗必须基本相等,而且每一焊接部位的表面状态、材料厚度、电极压力都需相同,才能保证通过各个焊点的电流基本一致。 图中 d为采用多个变压器的双面多点点焊,这样可以避免 c 的不足。 单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式如图 11-6 所示,图中 a为单面单点点焊,不形成焊点的电 极采用大直径和大接触面以减小电流密度。图中 b为无分流的单面双点点焊,此时焊接电流全部流
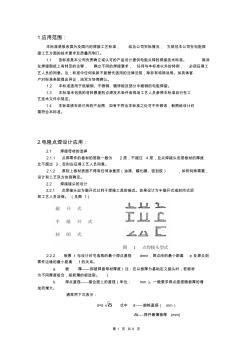
第 1 页 共 9 页 1.应用范围: 本标准是吸收国外及国内的焊接工艺标准, 结合公司实际情况, 为规范本公司在电阻焊 接工艺方面的技术要求及质量而制订。 1.1 该标准是本公司负责确立或认可的产品设计提供电阻点焊的焊接技术标准。 除非 在焊接图纸上有特定的注释, 确立不同的焊接要求, 任何与本标准以外的特例, 必须征得工 艺人员的同意。注:标准中任何条款不能替代适用的法律法规,除非有特殊说明。如具体客 户对标准条款提出异议,由双方协商确认。 1.2 本标准适用于低碳钢、不锈钢、镀锌板及部分中碳钢的电阻焊接。 1.3 本标准未包括的材料厚度的点焊技术条件由现场工艺人员参照本标准自行在工 艺技术文件中规定。 1.4 本标准颁布前已有的产品图,如有不符合本标准之处可不作修改,新图纸设计时 需符合本标准。 2.电阻点焊设计应用: 2.1 焊接母材的选择 2.1.1 点焊零件的板材的层数一般
电阻焊工艺相关专题
- 两电阻并联怎么算总电阻
- 怎样才算是小电阻接地系统
- 直流电机启动电阻计算公式
- 接地电阻测试仪多少钱
- 国标电线的电阻是多少
- 工程中接地钢筋电阻是多少
- 硅钢的电阻率是多少
- 无氧铜杆的电阻率怎么计算
- 五色环电阻计算
- 五色环电阻计算器
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 无机材料工艺学课程改革探索
- 整体式抛填侧向爆破施工工艺在爆破挤淤施工中的应用
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 在高校艺术设计专业开设民间艺术课程的教学实践
- 振弦式钢筋计在预应力管桩成桩过程中的安装工艺
- 在中国演艺设备技术协会五届三次常务理事会上的讲话
- 在冰灾抢修特殊条件下的OPGW和ADSS施工工艺
- 改进型BAF水处理及回用装置节能工艺与投资效益分析
- 工艺场站及阀室地上管道及设备外防腐层材料技术规格书
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 工艺条件对6061铝合金近液相线铸造微观组织影响
- 工艺气放空消声器(109—U)吊装更换施工技术总结
- 工艺工法建筑工程砌体工程施工工艺及质量验收标准
- 工艺因素对电度表用NiFe磁补偿合金性能影响
- 工程力学毕业论文机械加工工艺自动化生产与安全管理