





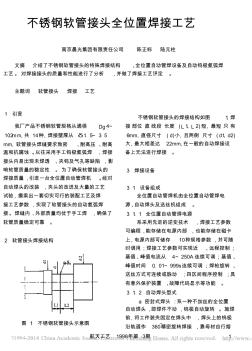
不锈钢软管接头全位置焊接工艺 南京晨光集团有限责任公司 陈正标 陆元柱 文摘 介绍了不锈钢软管接头的特殊焊接结构 、全位置自动管焊设备及自动钨极氩弧焊 工艺。对焊接接头的质量和性能进行了分析 ,并做了焊接工艺评定 。 主题词 软管接头 焊接 工艺 1 引言 我厂产品不锈钢软管规格从通径 Dg 4~ 102mm,共 14种, 焊接壁厚从 δ1. 5~ 3. 5 mm, 软管接头焊缝要求致密 、耐高压 、耐高 温和抗腐蚀 。以往采用手工钨极氩弧焊 , 焊接 接头内易出现未焊透 、夹钨及气孔等缺陷 , 影 响软管质量的稳定性 。为了确保软管接头的 焊接质量 ,引进一台全位置自动管焊机 。经对 自动焊头的改装 , 夹头的改进及大量的工艺 试验 , 摸索出一套切实可行的装配工艺及焊 接工艺参数 ,实现了软管接头的自动氩弧焊 接。焊缝内 、外部质量均优于手工焊 , 确保了 软管质量稳定可
热门知识
不锈钢软管接头-
话题: 工程造价fenger2403
-
话题: 室内设计aq309334015
-
话题: 室内设计kendal3335
-
话题: 室内设计zachary_zq
精华知识
不锈钢软管接头最新知识
不锈钢软管接头-
话题: 室内设计136****4137
-
话题: 地产家居jujuhyades
专题概述
不锈钢软管接头知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关不锈钢软管接头最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:不锈钢软管接头
相关话题
资料下载
-
`
- 不锈钢软管接头全位置焊接工艺 `
- 不锈钢软管接头全位置焊接 `
- 波纹体不锈钢软管增寿接头 `
- SKM型不锈钢软管紧固夹-电缆接头_金属接头! `
- 燃气用不锈钢软管 `
- 浅谈不锈钢软管的应用 `
- 天然气不锈钢软管 `
- 软管接头软管接头标准 `
- 不锈钢波纹补偿器、不锈钢软管技术要求 `
- 宝塔软管接头 ` `
相关资讯
不锈钢软管接头相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造
- 不锈钢隔膜泵品牌排行榜
- 国产快堆燃料元件包壳材料316不锈钢中子辐照效应
- 国内立式不锈钢多级离心泵型号
- 杭州东站站房东西立面异形柱双曲面不锈钢幕墙施工技术
- 国际不锈钢和管材展览会将于2013年9月在上海召开
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 卡压式薄壁不锈钢管施工技术薄壁不锈钢管卡压式连接
- 栏杆工程招标文件(不锈钢、锌钢)
- 恳盈排水不锈钢防臭地漏厂家帮你选择工业防臭地漏
- 冷板、铝板、不锈钢板折弯牌安装说明
- 某不锈钢制品公司搬迁改造项目职业病危害控制效果评价
- 不锈钢多级离心泵品牌排行榜
- 高强不锈钢管数控弯曲回弹对材料参数的敏感性
- 加工定制食品不锈钢网带耐高温耐腐蚀蔬菜加工传送带