




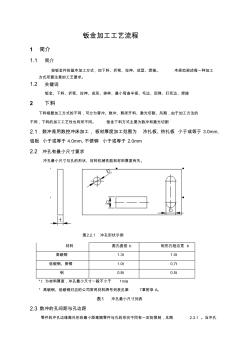
钣金加工工艺流程 1 简介 1.1 简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。 本规范阐述每一种加工 方式所要注意的工艺要求。 1.2 关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2 下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的 不同,下料的加工工艺性也有所不同。 钣金下料方式主要为数冲和激光切割 2.1 数冲是用数控冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于或等于 3.0mm, 铝板 小于或等于 4.0mm,不锈钢 小于或等于 2.0mm 2.2 冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1 冲孔形状示例 材料 圆孔直径 b 矩形孔短边宽 b 高碳钢 1.3t 1.0t 低碳钢、黄铜 1.0t 0.7t 铝 0.8t 0.5t
不锈钢钣金加工的工艺流程 1、下料:下料方式有各种,主要有以下几种方式 ①. 剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低, 精度低于 0.2,但只能加工无孔无切角的条料或块料。 ②. 冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料 件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。 ③. NC 数控下料, NC 下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图 编写成 NC 数拉加工机床可识别的程式, 让其根据这些程式一步一刀在平板上冲裁各构形状 平板件,但其结构 受刀具结构所至,成本低,精度于 0.15。 ④. 镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同 NC 下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于 0.1. ⑤. 锯床:主要用下铝型材
钣金加工流程图相关专题
- 卡特390D挖掘机图
- 卡纸用铅笔怎么画
- 开个图文店都需要什么
- 开式齿轮和闭式齿轮区别图
- 看不懂图纸怎么办
- 看过来照明系统图
- 看不懂图纸
- 看工程图纸用什么软件好
- 看通风、防排烟图纸问题
- 坎儿井原理示意图
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 制定机械加工劳动定额切削用量时间标准若干问题
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 燃烧室高度加工中在线测量系统精确性的方法
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程项目管理流程图
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 工程部管理制度流程图
- 关于特种加工专业委员会学术年会征稿通知
- 各种施工工序流程图(主体、二次结构、电气、给排水)
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图
- 钣金喷漆费用大概是多少
- 钣金喷漆价格怎么收费
- 钣金旋梯展开计算
- 钣金展开放样CAD
- 钣金展开软件放样
- 钣金展开图如何画
- 钣金自攻螺丝孔设计
- 办80kwv变压器需要多少钱
- 办不动产权证需多少钱
- 办彩钢厂要哪些设备
- 办铲车证需要多少费用
- 办瓷砖加工厂累不累
- 办大理石厂要哪些机器
- 办负筋弯折长度问题
- 办高级工程师证要多少钱
- 办个电工证需要多少钱
- 办个红砖厂大概要多少钱
- 办个施工员证一般多少钱
- 办个幼儿园需要花多少钱
- 办公玻璃高隔断高度多少
- 办公玻璃隔墙价格是多少
- 办公大厅设计要点有哪些
- 办公电器都包括哪些
- 办公房隔断大概多少钱
- 办公房购房贷款计算器
- 办公高隔断墙一般要多高
- 办公隔断百叶怎么安装
- 办公隔断尺寸一般是多少
- 办公隔断工程报价表
- 办公家具价格一般多少