




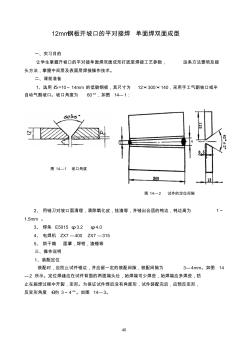
40 12mm钢板开坡口的平对接焊 单面焊双面成型 一、实习目的 让学生掌握开坡口的平对接单面焊双面成形打底层焊接工艺参数, 运条方法要领及接 头方法,掌握中间层及表面层焊接操作技术。 二、课前准备 1、选用 δ=10~ 14mm 的低碳钢板,其尺寸为 12×300×140,采用手工气割坡口或半 自动气割坡口。坡口角度为 60°,如图 14— 1: 图 14—1 坡口角度 图 14—2 试件的定位间隙 2、 用锉刀对坡口面清理,清除氧化皮,挂渣等,并锉出合适的钝边,钝边高为 1~ 1.5mm 。 3、 焊条 E5015 φ3.2 φ4.0 4、 电焊机 ZX7—400 ZX7 —315 5、 烘干箱 面罩,焊钳,渣锤等 三、操作说明 1、装配定位 装配时,应防止试件错边,并应留一定的装配间隙,装配间隙为 3—4mm。如图 14 —2 所示。定位焊缝应在试件背面的两面端头处,始焊端可少
40 12mm钢板开坡口的平对接焊 单面焊双面成型 一、实习目的 让学生掌握开坡口的平对接单面焊双面成形打底层焊接工艺参数, 运条方法要领及接 头方法,掌握中间层及表面层焊接操作技术。 二、课前准备 1、选用 δ=10~ 14mm 的低碳钢板,其尺寸为 12×300×140,采用手工气割坡口或半 自动气割坡口。坡口角度为 60°,如图 14— 1: 图 14—1 坡口角度 图 14—2 试件的定位间隙 2、 用锉刀对坡口面清理,清除氧化皮,挂渣等,并锉出合适的钝边,钝边高为 1~ 1.5mm 。 3、 焊条 E5015 φ3.2 φ4.0 4、 电焊机 ZX7—400 ZX7 —315 5、 烘干箱 面罩,焊钳,渣锤等 三、操作说明 1、装配定位 装配时,应防止试件错边,并应留一定的装配间隙,装配间隙为 3—4mm。如图 14 —2 所示。定位焊缝应在试件背面的两面端头处,始焊端可少
热门知识
12mm钢板-
话题: 地产家居yanchun0912
-
话题: 装修工程lyy262703128
精华知识
12mm钢板-
话题: 室内设计join7777777
-
话题: 装修工程dongtiedasha
-
话题: 室内设计typingspook
-
话题: 地产家居ponyalbert
-
话题: 室内设计aandy198269
最新知识
12mm钢板12mm钢板相关专题
- 宽8米长12米两层楼房外观图
- 建筑图集L13J12第25页第3个
- 预制楼板能承受12墙
- 和润幸福城12号楼127户型
- 河北12J1-14建筑系列图集
- 河北12系列建筑图集
- 河北干挂石材06J505J-1-Q7-Q12
- 化粪池详FX-12
- 化粪池型号M12a-75F(Q)
- 建筑窗边封12厘板石膏板
- 正火对16Mn热轧钢板断裂韧度J_(ⅠC)的影响
- 中厚钢板剪切端面黑线成因分析及其对质量的影响评估
- 国产高强钢板在宝泉抽水蓄能电站引水高压钢管中应用
- 厚度等于或大于6mm钢板超声波检验方法(反射法)
- 国产搪瓷薄钢板试用经验交流与技术研讨专题会论文目录
- 冷轧钢板生产环评中铬元素迁移转化及铬平衡实例分析
- 两种墙板内置无粘结钢板支撑滞回性能与设计方法
- 冷板、铝板、不锈钢板折弯牌安装说明
- 拉森钢板桩的理论重量
- 304不锈钢方管、圆管、不锈钢花纹板、钢板理论计算公式
- 内金川河流域干道污水管道沟槽开挖钢板桩支护施工方案
- 耐腐蚀结构用热连轧钢板及钢带
- 彩钢板天花吊顶技术交底
- 普通厚碳素钢板轧材技术规格中文
- 冷轧钢板及钢带技术规范
- 彩钢板屋面安装施工方案
- 武江大桥主墩水中承台钢板桩围堰施工技术