

双面埋弧焊钢管焊缝热影响区超声检测反射波信号探讨
格式:pdf
大小:590KB
页数:5P
人气 :71
 4.6
4.6
双面埋弧焊钢管焊缝超声检测时,一般要求要用斜探头在焊缝单面双侧或双面双侧的母材表面上使用一次、二次声程扫查整个焊缝截面,以便于检出焊缝中各个方向的缺陷。简要介绍了相关技术标准对焊缝检测区域宽度的规定。分析和探讨了焊缝热影响区各种超声反射信号,得出了引起超声(横波)报警的主要原因,提出了具体的处理措施。



 双面埋弧焊钢管焊缝自动超声波检测工艺的优选
双面埋弧焊钢管焊缝自动超声波检测工艺的优选 双面埋弧焊钢管焊缝自动超声波检测工艺的优选
双面埋弧焊缝的内部质量主要靠自动超声波检测来确定,而自动超声波检测的准确性要靠检测工艺来保证。文章从探头的选择、耦合方式及耦合剂的选择、探头布置和跨距选择、对比试块的制作、检测灵敏度的确定、扫查方式等方面介绍了自动超声波检测工艺,可供专业技术人员参考借鉴。

编辑推荐下载
中直径直缝双面埋弧焊钢管 中直径直缝双面埋弧焊钢管
格式:pdf
大小:525KB
页数:3P
4.5
阐述了研制开发的中直径直缝双面埋弧焊钢管coe机组的情况,介绍了该机组的工艺设计、装备配置及coe机组的成形原理和焊接方法,并在产品质量、产品价格优势、市场前景、经济效益等方面与其它成形方法进行了对比和分析。
双面埋弧焊钢管焊缝热影响区超声检测反射波信号热门文档
螺旋缝双面埋弧焊钢管的生产工艺及质量控制
格式:pdf
大小:72KB
页数:8P
4.8
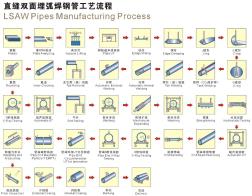
螺旋缝双面埋弧焊钢管的生产工艺及质量控制 一、螺旋缝双面埋弧焊钢管的生产工艺及质量控制 我公司螺旋缝双面埋弧焊钢管机组是采用现阶段较先进的工艺装备,在钢 管外观、标称几何尺寸及椭圆度、直度控制上,优势明显。 螺旋缝双面埋弧焊钢管比其它焊管具有很多的优点:(一)、该焊管有相 重叠的内外两条螺旋焊缝,起到增加刚性的作用,承压力也相应提高。(二)、 采用埋弧焊工艺,熔渣保护效果好。因此,具有良好的冲击韧性和低温使用性 能。(三)、利用同等宽度的钢带可生产不同直径和长度的钢管,而且直度好。 易调整,尺寸精确,焊后不需定径和矫直。该焊管还可以根据不同的材质,选 用与之相匹配的焊接材料和焊接工艺,可适用于各种规格的焊管生产。 二、我公司生产机组结合国内许多厂家机组的特点,借鉴德国进口机组的 设计,机组的适用范围、产品质量、都具有八、九十年代国际先进水平,也完 全代表了国内先进水平,该机
X70直缝双面埋弧焊钢管接头缺陷分析 X70直缝双面埋弧焊钢管接头缺陷分析
格式:pdf
大小:679KB
页数:4P
4.6
采用宏观分析、金相检验以及能谱分析等技术,分析了超声波探伤发现的x70直缝双面埋弧焊钢管接头中超标缺陷的性质及形成原因。结果表明:缺陷位于熔合线处,其颜色及形态在抛光态和侵蚀后发生明显变化,缺陷端部未见开叉,两边界面也未见沿晶或穿晶裂纹;缺陷区域的碳和氧元素含量异常升高;从而确认该缺陷既不是钢板中的夹杂物或焊缝中的固体夹杂,也不是裂纹,而是接头中的未熔合缺陷,因坡口表面污物未清除干净引起。
直缝埋弧焊钢管预焊技术
格式:pdf
大小:1.8MB
页数:4P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
直缝埋弧焊钢管预焊技术 直缝埋弧焊钢管预焊技术
格式:pdf
大小:732KB
页数:5P
4.6
简述了国内外直缝埋弧焊生产机组预焊工艺的技术现状,介绍了预焊工艺和预焊设备。分析了预焊中常见问题如错边、烧穿、气孔、飞溅等产生的原因,并提出了相应的改进措施。
直缝埋弧焊钢管焊缝横向裂纹产生原因分析 直缝埋弧焊钢管焊缝横向裂纹产生原因分析
格式:pdf
大小:719KB
页数:4P
4.5
针对直缝埋弧焊钢管生产过程中的焊缝横向裂纹,从焊接过程中的应力状态和生产工艺方面分析了焊缝横向裂纹产生的原因,并指出通过改进焊接材料及相关的焊接设备、降低焊接时的低熔点杂质铜含量以及降低焊接过程中的纵向拉应力等途径可有效防止焊缝横向裂纹的产生,保证焊接质量。
双面埋弧焊钢管焊缝热影响区超声检测反射波信号精华文档
螺旋缝埋弧焊钢管焊缝韧性的研究 螺旋缝埋弧焊钢管焊缝韧性的研究
格式:pdf
大小:202KB
页数:8P
4.6
本文介绍了埋弧焊钢管焊缝韧性试验研究的结果及工业生产应用效果。简要介绍实现埋弧焊钢管高韧性焊缝经历的试验手段及技术途径,评估了试验研究结果和已经达到的技术水平,指出了埋弧焊钢管焊缝韧性与工艺、材料匹配甚为相关的技术要点,论述了埋弧焊钢管实现“等强”、“等韧”的技术可行性,对埋弧焊钢管高韧性焊缝的进一步研究及大规模工业化生产具有积极的指导意义。
 直缝埋弧焊钢管扩径头的研制
直缝埋弧焊钢管扩径头的研制 直缝埋弧焊钢管扩径头的研制
格式:pdf
大小:59KB
页数:4P
4.5
扩径头是直缝埋弧焊钢管生产线扩径机上的关键部件,一直依赖进口,价格昂贵且交货时间长,研制国产扩径头迫在眉睫。从扩径头的技术难点入手,分析了中直径和大直径扩径头的不同结构形式和润滑方式。在结构设计时,针对扩径头各部件的使用要求,选用不同的工具钢和相应的热处理工艺,确保了扩径头的整体使用寿命。新研制的扩径头投入使用两年来,共扩直缝埋弧焊钢管3万多根,合格率100%,满足了扩径的要求。
国内直缝埋弧焊钢管生产现状 国内直缝埋弧焊钢管生产现状
格式:pdf
大小:882KB
页数:6P
4.4
通过对国内已经生产的直缝埋弧焊钢管母材与焊缝力学性能指标以及钢管几何尺寸指标的列举,说明我国已经基本具备了为海底管线提供符合apispec5l、dnv-os-f101等规范要求的直缝埋弧焊钢管的能力。但与国外先进钢管生产厂相比,在产品整体质量的稳定性、计算机管理系统的应用及质量保证体系的运行方面尚有一定的差距。
直缝埋弧焊钢管供需情况分析 直缝埋弧焊钢管供需情况分析
格式:pdf
大小:372KB
页数:5P
4.5
结合我国石油天然气输送管道及用管情况,就国内外螺旋焊钢管的生产和应用情况,国外直缝埋弧焊钢管的发展,国内油气输送用钢管的需求情况作了介绍。就直缝埋弧焊钢管和螺旋焊钢管的使用性能作了对比分析,指出国外直缝埋弧焊管快速发展,螺旋焊钢管日趋衰落有多方面的原因。结合我国油气输送管道建设的安排和规划,对直缝埋弧焊钢管的供需情况作了分析,介绍了我国石油制管工业现状及我国直缝埋弧焊钢管的发展情况。
双面埋弧焊钢管焊缝热影响区超声检测反射波信号最新文档

螺旋缝埋弧焊钢管常识
格式:pdf
大小:10KB
页数:2P
4.7
螺旋缝埋弧焊钢管常识 本文由钢管经贸网资讯部整理(www.***.***),如有转载,请注明出处。 20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不 断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式 分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高, 能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度 的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.一般低压流体输送用螺旋缝埋弧焊钢管(sy5037-2000)是以热轧钢带卷作管坯,经常温螺 旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气
直缝埋弧焊钢管的选用 直缝埋弧焊钢管的选用
格式:pdf
大小:479KB
页数:3P
4.5
为了配合西气东输工程,上海将建设天然气高压输气管网。管材是管网的基础材料,用在高压输气管网上必须绝对可靠,否则其后果不堪设想。因此,安全是选材的第一因素。上海将在青浦白鹤镇建设首站,接纳由西部来的天然气,高压输气管网将由此向郊区和城区展开。按gb50251-94“输气管道工程设计规范”的地区等级划分条款来看,从白鹤镇开始,也就是说整个上海天然气高压输气管网均属于三级和
直缝埋弧焊钢管的扩径 直缝埋弧焊钢管的扩径
格式:pdf
大小:180KB
页数:6P
4.7
对大直径直缝埋弧焊管生产中的扩径工序所采用的两种扩径方法——机械扩径和水压扩径的原理、设备组成及特性进行了详细的对比和分析,并讲述了机械扩径头的改进和发展,指出机械扩径在目前仍是一种比较可靠有效的扩径手段。
螺旋缝埋弧焊钢管内焊缝结晶裂纹分析 螺旋缝埋弧焊钢管内焊缝结晶裂纹分析
格式:pdf
大小:541KB
页数:2P
4.5
焊缝裂纹是焊接过程中的重大缺陷,有效控制焊缝裂纹的产生对于产品质量至关重要。分析了螺旋缝埋弧焊钢管内焊缝结晶裂纹的产生过程以及消除措施,通过实践证明结晶裂纹是由钢管成形不稳定引起的。
螺旋埋弧焊钢管外焊缝视觉传感自动跟踪系统 螺旋埋弧焊钢管外焊缝视觉传感自动跟踪系统
格式:pdf
大小:921KB
页数:4P
4.3
针对螺旋埋弧焊钢管外焊,研制了一种基于视觉传感的焊缝自动跟踪系统。以视频摄像机为传感器,在焊接点前方100mm处检测钢管外焊成形缝。对视频信号进行放大、整形、二值化处理,获得对应于成形缝的脉冲信号,以帧中心为基准,利用单片机进行偏离方向判断及偏差值计算,并将偏差信号以脉冲方式送入交流伺服电机驱动器,由交流伺服电机控制焊枪滑移台移动,确保焊丝实时对准焊缝。试验结果表明,焊接过程采用视频摄像机识别钢管外焊成形缝实现焊缝自动跟踪的方法是可行的。
螺旋埋弧焊钢管内焊缝自动跟踪原理的研究 螺旋埋弧焊钢管内焊缝自动跟踪原理的研究
格式:pdf
大小:99KB
页数:4P
4.6
螺旋埋弧焊钢管内焊缝自动跟踪问题,是国内外长期以来没有很好解决的一大难题。本文对实现自动跟踪的原理进行了比较详尽的分析和研究,提出了焊缝背面两侧温度呈驼峰形分布的全新理论。作者认为,以往人们使用的内焊头手动跟踪都是遵循驼峰理论来实现的。模拟手动跟踪,进行仿生学研究,是实现内焊缝自动跟踪的一种重要途径。利用现代传感技术,测出内焊缝两侧的温度曲线,通过微机可以很快地算出两峰点a1a2与谷点o的距离,如两点距离不等就随时输出信号去驱动焊头移动达到自动跟踪的目的
大口径直缝埋弧焊钢管生产线简介 大口径直缝埋弧焊钢管生产线简介
格式:pdf
大小:547KB
页数:4P
4.7
通过对我国第一条全新引进的石油天然气长输管线制管用直缝埋弧焊钢管生产线的介绍,以及jco(渐进压力成型)与uo两种成型方式的对比,提出直缝埋弧焊钢管生产线建设的建议
浅谈螺旋埋弧焊钢管的焊缝外观形状控制 浅谈螺旋埋弧焊钢管的焊缝外观形状控制
格式:pdf
大小:734KB
页数:5P
4.5
分析了焊缝余高、焊缝宽度、焊缝过渡角、焊缝均匀性等焊缝外观形状的主要几何参数及其控制要求,并通过对钢管螺旋缝焊接和焊缝成型特点的分析,阐明了焊缝外观形状控制的难点。指出了焊缝外观形状常见问题的产生原因和防止措施,对生产实践有一定的指导意义。
螺旋埋弧焊钢管内焊缝自动跟踪系统的实现 螺旋埋弧焊钢管内焊缝自动跟踪系统的实现
格式:pdf
大小:192KB
页数:未知
4.5
利用彩色摄象机做为温度传感器,采用热模拟技术,cagd(计算机辅助图形设计)等高新技术,通过对内焊缝背面温度场分布情况进行图象处理,从而准确、及时地识别出电弧中心与板缝合口的偏差量,经步进电机随时调整。这样就从根本上解决了螺旋焊管内焊缝自动跟踪这一长期未能解决的难题。本系统已在辽阳钢管厂运行两年之久。时间、实践证明性能稳定,跟踪准确,属我国焊管行业一个突破。
双面埋弧焊钢管焊缝热影响区超声检测反射波信号相关
文辑推荐
知识推荐
百科推荐


职位:消防设备技术员
擅长专业:土建 安装 装饰 市政 园林


