

年产200万吨1580热轧带钢生产线工艺设计
格式:pdf
大小:120KB
页数:10P
人气 :95
 4.5
4.5
专业编制可行性研究报告 了解更多详情 ..咨询公司网址 http://www.ztxdzx.com I 年产 200万吨 1580热轧带钢生产线 工艺设计 摘 要 本设计任务为年产 200万吨热带连轧车间,选择 250mm厚坯,双粗轧可逆 布置。产品范围 1.5~18mm,典型产品 5mm。产品要求品种广泛,质量优良。 设计内容包括建厂依据,原料选择,轧机数量、形式、能力选择,轧制规程 计算,轧制图表,年产量计算,凸度规程计算,电机发热校核,轧辊强度校核, 辅助设备校核,金属平衡、燃料消耗计算。 为了能生产高质量的汽车板用热卷,轧制时对中间坯的厚度、凸度、 表面光 洁度都有较高要求,对温度有更严格的制度。粗轧机配置 CVC,控制凸度,严 格控制中间坯凸度,也提高粗轧压下量。采取辊道边部加热、层流边部遮挡,保 证热卷产品残余应力较小。采用新型板凸度仪,高效处理凸度信息,实现凸度、 平直度




年产200万吨1580热轧带钢生产线设计_毕业设计说明书
河北联合大学轻工学院 qinggongcollege,hebeiuniteduniversity 毕业设计说明书 设计题目:年产200万吨1580热轧带钢生产线工艺设计 摘要 i 摘要 本设计任务为年产200万吨热带连轧车间,选择250mm厚坯,双粗轧可逆 布置。产品范围1.5~18mm,典型产品5mm。产品要求品种广泛,质量优良。 设计内容包括建厂依据,原料选择,轧机数量、形式、能力选择,轧制规程 计算,轧制图表,年产量计算,凸度规程计算,电机发热校核,轧辊强度校核, 辅助设备校核,金属平衡、燃料消耗计算。 为了能生产高质量的汽车板用热卷,轧制时对中间坯的厚度、凸度、表面光 洁度都有较高要求,对温度有更严格的制度。粗轧机配置cvc,控制凸度,严 格控制中间坯凸度,也提高粗轧压下量。采取辊道边部加热、层流边部遮挡,保 证热卷产品残余应力较小。采用新型板凸度
编辑推荐下载
年产280万吨1780热轧带钢车间设计中期报告审核表
格式:pdf
大小:30KB
页数:1P
4.7
毕设题目 班级材料成型及控制工程 起止时间 冶金与能源学院学院专业 自2013年2月25日至2013年6月17日张志芳学生姓名 该生按计划完成规定的工作任务,能够应用所学知识解决工作中遇 到的问题,同意进行下一步工作。 09成型1 年产280万吨1780热轧带钢车间设计 指 导 教 师 意 见 院 毕 业 设 计 ( 论 文 ) 领 导 小 组 意 见 签名:2013年04月24日 签名: 同意。 2013年04月27日 本科生毕业设计(论文)中期报告审核表
年产200万吨1580热轧带钢生产线工艺设计热门文档


年产280万吨1780热轧带钢车间设计开题报告
格式:pdf
大小:86KB
页数:8P
4.3
河北联合大学 本科生毕业设计开题报告 题目:年产280万吨1780热轧带钢设计 学院:冶金与能源学院 专业:材料成型及控制工程 班级:09成型1班 姓名:张志芳 学号:200906040106 指导教师:杨海丽 2013年3月17日 一、选题背景 1.1我国热轧带钢的发展现状及发展趋势和特点 1.1.1发展现状 建国以后很长时期,我国热连轧带钢生产技术相对较落后,1958年鞍钢建成第 1套1700mm带钢半连轧机组,1978年武钢建成第2套1700mm带钢热连轧机组。 而20世纪80年代后期,随着宝钢2050mm热连轧机投产,我国热连轧带钢生产进 入快速发展轨道。纵观近20年来我国热连轧带钢的发展,经历了3个阶段[1]~[3]: 第1阶段,以大企业为主,以解决企业有无为主要目的的初期发展阶段。以宝钢 2050mm、攀钢145
年产280万吨1780热轧带钢车间设计开题报告审核表
格式:pdf
大小:30KB
页数:1P
4.3
毕设题目 班级材料成型及控制工程 起止时间 冶金与能源学院学院专业 自2013年2月25日至2013年6月17日张志芳学生姓名 该学生查阅文献充分,设计方案正确,进度计划可行,具备毕业 设计所需全部资料,同意开题。 09成型1 年产280万吨1780热轧带钢车间设计 指 导 教 师 意 见 院 毕 业 设 计 ( 论 文 ) 领 导 小 组 意 见 签名:2013年03月20日 签名: 同意开题。 2013年03月23日 本科生毕业设计(论文)开题报告审核表
论热轧带钢生产线工艺需求及改造
格式:pdf
大小:110KB
页数:2P
4.5
随着我国经济的不断发展,各个行业都取得了较大的发展,尤其我国的生产加工企业在市场的发展浪潮中也获得了一定的发展。与此同时,众多生产企业也面临着不少的发展机遇与挑战,而在这种社会背景下,钢铁行业也做出了重大的改变,各热轧带钢生产线为了提高自身的核心竞争力,实现稳定的发展,纷纷开始规划系统的改造,以完善系统,从而有助于为企业的发展提供一定的助力。所以,对于热轧带钢生产线工艺需求以及具体改造是有必要进行深入研究的,本文主要根据东芝三菱电机工业系统(中国)有限公司(以下简称tmeic)对热轧带钢生产线工艺改造的方法进行一下探讨。

近期热轧带钢生产线工艺需求及改造
格式:pdf
大小:1.4MB
页数:4P
4.4
中国钢铁在经过"产能最大化"的追求后,在产能过剩以及国家调控等多重压力下,各热轧带钢生产线为了突破市场压力以及提高核心竞争力,纷纷规划或者实行了系统改造。本文基于东芝三菱电机工业系统(中国)有限公司(以下简称tmeic)对热轧带钢生产线工艺改造的经验,详细介绍了热轧带钢生产线工艺提升的种种需求及其原因,以及tmeic控制系统为了满足这些需求在工艺设备、产品规格、工艺过程控制上所提供的解决对策,最后通过典型改造案例阐述了需求兑现的现状,并展望了中国热轧带钢在这一轮工艺技术期望达到要求后,下一轮的核心竞争力的技术方向所在。
年产200万吨1580热轧带钢生产线工艺设计精华文档
年产200万吨1780热轧带钢车间设计说明书
格式:pdf
大小:1.1MB
页数:95P
4.5
word文档整理分享 参考资料 河北联合大学轻工学院 qinggongcollege,hebeiuniteduniversity 毕业设计说明书 设计题目:年产200万吨1780热轧带钢车间设计 学生姓名: 学号: 专业班级:08轧钢1班 学部:材料化工部 指导教师: 2012年05月21日 word文档整理分享 参考资料 摘要 板带钢是钢铁产品的主要品种之一,广泛应用于工业,农业,交通运输和建 筑业。宽带钢在我国国民经济中的发展中需求量很大。世界各国近年来都在注重 研制和使用连铸连轧等新技术和新设备来生产板带钢。 本设计为年产200万吨1780热轧带钢车间设计,典型产品厚度为3.0mm。 为了满足高质量和高性能板材要求,本次设计结合唐钢1700mm、宁钢1780mm、 鞍钢1780mm热轧车间设计了年产200万吨的1780mm常规热轧


年产200万吨1580热轧带钢生产线工艺设计最新文档


热轧带钢生产线的功能性改造
格式:pdf
大小:1.0MB
页数:3P
4.8
针对国内热轧带钢的市场和生产现状,结合实际案例分析,验证热轧带钢生产线设备功能性加宽改造的可行性,从设计和经济实用的角度提出改进建议。
柳钢2032热轧带钢生产线设计简介 (2)
格式:pdf
大小:61KB
页数:6P
4.7
精品文档你我共享 aaaaaa 柳钢2032mm热轧板带生产线工艺设计简介 叶何文罗军 (热轧板带厂) 摘要介绍柳钢2032mm热轧板带生产线工艺设计、设备特点,以及技术措施。 关键词热轧板带工艺设计设备特点 briefintroductiontotechnologicaldesignon2032mmhotrollingplate&strip productlineinliugang abstractthetechnologicaldesign,equipmentcharacteristicsandtechnologicalmeasuresto 2032mmhotrollingplateandstripproductlineinliuganghavebeenintroduced. key
柳钢2032热轧带钢生产线设计简介
格式:pdf
大小:61KB
页数:6P
4.6
精品文档你我共享 aaaaaa 柳钢2032mm热轧板带生产线工艺设计简介 叶何文罗军 (热轧板带厂) 摘要介绍柳钢2032mm热轧板带生产线工艺设计、设备特点,以及技术措施。 关键词热轧板带工艺设计设备特点 briefintroductiontotechnologicaldesignon2032mmhotrollingplate&strip productlineinliugang abstractthetechnologicaldesign,equipmentcharacteristicsandtechnologicalmeasuresto 2032mmhotrollingplateandstripproductlineinliuganghavebeenintroduced. key
 鞍钢1780mm热轧带钢生产线板形控制方案
鞍钢1780mm热轧带钢生产线板形控制方案 鞍钢1780mm热轧带钢生产线板形控制方案
格式:pdf
大小:728KB
页数:6P
4.6
对当今世界广泛采用的三种板形控制技术进行了分析,运用离线板形控制程序对热带钢轧机精轧机组板形控制方案进行模拟研究,从而确定出鞍钢1780机组最佳板形控制方案
年产120万吨冷轧带钢厂工艺设计
格式:pdf
大小:2.7MB
页数:68P
4.3
鞍山科技大学本科生毕业设计第i页 年产120万吨冷轧带钢厂工艺设计 摘要 本设计是参考鞍山钢冷轧厂1780机组而进行的冷轧带钢工艺设计,典型产品 为q215,0.5×1000mm的冷轧带钢,本设计的目的是设计一个年产120万吨的冷 轧带钢车间。 主体设备有连续酸洗机组、五机架全连续冷轧机组、罩式退火炉、单机架四 辊式平整机组、横切、纵切及重卷机组、连续热镀锌机组等。设计产品的品种主 要有电工硅钢板、热镀锌板带等。产品具有使用规格范围宽、厚度精确、尺寸偏 差小、表面光洁、板形好、性能稳定等特点。据此制定了轧制制度、并对轧辊强 度进行了校核。另外,还校核了轧机年产量,计算了经济技术指标,并以连铸薄 带夹杂物的品种与特性为专题进行了论述。 【关健词】:冷轧带钢,轧制制度,全连续轧制,轧机,连铸薄带夹杂物 鞍山科技大学本科生毕业设计第ii页 鞍山科技大学本科生毕业设计第i
热轧带钢生产技术(20201014180459)
格式:pdf
大小:10KB
页数:3P
4.4
热轧带钢生产技术 摘要 热轧带钢是钢铁产品的主要品种之一,广泛应用于工业,农业,交通运输和建筑业,同时作 为冷轧、焊管、冷弯型钢等生产原料,其产量在钢材总量所占的比重最大,在轧钢生产中占 统治地位。在工业发达国家,热连轧板带钢占板带钢总产量的80%左右,占钢材总产量的 50%以上。世界各国近年来都在注重研制和使用连铸连轧等新技术和新设备来生产板带钢。 关键词:粗轧,精轧,卷取 热轧板带钢生产方式 1.1传统热连轧方式 一般将20世纪80年代以前的热轧带钢连轧成为传统带钢热连轧,年产量可达300万吨以上。 目前我国有半数左右的带钢是通过这种方式生产的。传统热连轧方式自1924年第一套带钢 热连轧机(14700问世以来,其发展已经经历了三代。20世纪50年代以前是热连轧带钢生产 初级阶段,称为第一代轧机,其主要特征是轧制速度低、产量低、坯重轻、自动化程度低;
热轧带钢生产线钢卷运输系统设备设计与开发 热轧带钢生产线钢卷运输系统设备设计与开发
格式:pdf
大小:551KB
页数:3P
4.7
介绍了鞍钢2150asp连轧生产线钢卷运输系统工艺设备设计中采用和开发的多项新技术,如采用集中输出、分散卸卷的工艺路线,采用步进梁式运输机与链式运输机相结合的方式等。钢卷运输系统工艺合理,技术先进,达到了国内先进水平。
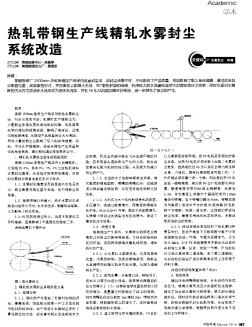
热轧带钢生产线精轧水雾封尘系统改造
格式:pdf
大小:80KB
页数:1P
4.3
莱钢板带厂1500mm热轧带钢生产线采用水雾封尘法,但封尘效果不好,不仅影响了产品质量,而且影响了职工身体健康,通过改变封尘集管位置,改造集管形式,并在集管上配置大孔径、90°扇形射面的喷嘴,利用较大的水流量和连续水封面提高封尘效果;同时水雾封尘集管的供水方式由浊环水低压改为浊环水高压;并在f6轧机后部加装水封系统,进一步降低了扬尘的产生。
年产200万吨1580热轧带钢生产线工艺设计相关
文辑推荐
知识推荐
百科推荐


职位:资深专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


