





储罐倒装施工用埋弧自动横焊机的选型
为了提高倒装储罐焊接施工的效率和水平,在倒装储罐焊接施工中施行埋弧自动横焊技术,以发挥自动焊技术优质、高效的应用特点。为适应储罐倒装施工的要求,针对相关设备(选型)的适应性、具体选型和数量配置,以及保证设备无故障运行等方面,就关键问题进行探索。
 大型储罐倒装自动焊焊接工艺
大型储罐倒装自动焊焊接工艺 大型储罐倒装自动焊焊接工艺
在现代石油化工建设中,大型立式钢制储罐是石油化工行业非常重要的储运设备,在兰州—郑州—长沙成品油管道工程(郑州分输泵站)建设中,采用了大型储罐倒装自动焊施工工艺,该新工艺施工工期短、辅助用料少、安装质量好,并保证安全。
编辑推荐下载
立式储罐倒装法横缝埋弧自动焊接新技术
格式:pdf
大小:1023KB
页数:6P
 4.6
4.6
埋弧自动焊适用于中厚板对接、角接、搭接等腰三角形各种接头形式的科位置焊接,它是一 种众所周知的常用焊接方法。具有焊缝成形美观、质量可靠、探伤合格率高、劳动强度低和 生产效率高等优点,可对板厚8-18mm以下的接头实现不开坡口一次焊透成形,因此在焊接 工程中得到广泛应用。 但是,埋弧自动焊用于其他位置时,由于熔池要用焊剂敷埋,焊接熔池温度高,铁水容易下 垂等因素的限制,所以应用极少。 目前,国内研制成功的横缝埋弧自动焊机,已在胜利油田二建、大庆油建等施工单位应用, 经两年多在立式储罐“倒装法”施工中使用,效果很好。故推荐给广大读者,以利于该技术的 推广应用。 1、“倒装法”简介 立式大型储罐,一般指在φ5m以上,最大时可达φ40-φ50m,最大高度要有几十米。对于这 类大型储罐的制造、安装,由于运输困难,所以大都要在现场安装制造。其制造方法有正装 法、
大型储罐倒装法施工立焊自动焊接工艺 大型储罐倒装法施工立焊自动焊接工艺
格式:pdf
大小:162KB
页数:2P
4.5
发展大型储罐倒装法施工技术过程中,为了全面实现倒装法施工罐壁立缝的全自动焊接,从焊机结构改善、罐壁组装工序调整、焊接工况改进等方面开展工作,创造出全自动气电立焊焊接的作业条件,并制定相适应的焊接工艺,最终实现了罐壁立缝的气电立焊焊接。相较于正装法立缝自动焊接工艺,倒装法立缝自动焊接在地面操作实施,操作更加便利、安全,质量更易于控制。
储罐倒装施工内外横缝两用埋弧自动横焊机的设计及焊接工艺热门文档
LNG储罐中9%Ni钢埋弧自动横焊的探讨 LNG储罐中9%Ni钢埋弧自动横焊的探讨
格式:pdf
大小:1.5MB
页数:4P
4.6
结合2万m3lng低温储罐的建造,通过大量的调研分析、比较和试验,介绍了大型lng低温储罐中9%ni钢的焊接技术,对9%ni钢埋弧自动横焊的焊接设备以及焊接工艺进行了分析,并采用交流方波焊接电源进行了试验,解决了9%ni钢埋弧自动横焊中容易出现的低温韧性降低、热裂纹、冷裂纹以及磁偏吹等问题,并且降低了劳动强度,提高了生产效率,对具体工程施工具有很大的实用价值。

埋弧焊焊接工艺
格式:pdf
大小:3.5MB
页数:33P
4.5
1.3埋弧焊工艺参数及焊接技术 影响焊缝形状、性能的因素 弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。埋弧焊时影响焊 和性能的因素主要是焊接工艺参数、工艺条件等。本节主要讨论平焊位置的情况。 焊接工艺参数的影响影响埋弧焊焊缝形状和尺寸的焊接工艺参数有焊接电流、电弧电压、焊接速度和焊 等。 )焊接电流当其他条件不变时,增加焊接电流对焊缝熔深的影响(如图1所示),无论是y形坡口还是i形 正常焊接条件下,熔深与焊接电流变化成正比,即状的影响,如图2所示。电流小,熔深浅,余高和宽度不 流过大,熔深大,余高过大,易产生高温裂纹。 图1焊接电流与熔深的关系(φ4.8mm) 图2焊接电流对焊缝断面形状的影响 a)i形接头b)y形接头 )电弧电压电弧电压和电弧长度成正比,在相同的电弧电压和焊接电流时,如果选用的焊剂不
锅筒环缝石棉衬垫法埋弧自动焊焊接工艺 锅筒环缝石棉衬垫法埋弧自动焊焊接工艺
格式:pdf
大小:223KB
页数:3P
4.3
在锅炉的焊接生产过程中,埋弧自动焊以较高的焊接生产效率和稳定的焊接质量,得到了广泛的应用。在锅炉锅筒的焊接生产中,对手工电弧焊工艺和埋弧自动焊工艺进行了对比分析;在传统的埋弧焊衬垫工艺基础上,提出了锅筒环缝的石棉衬垫法埋弧自动焊焊接工艺,并进行了焊接坡口的优化设计,设计了简易而实用的衬垫工装;在进行焊接工艺评定后,成功地应用于焊接生产,提高了生产效率,保证了焊接质量。
储罐焊接工艺卡
格式:pdf
大小:332KB
页数:9P
4.3
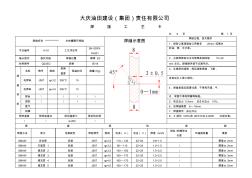
大庆油田建设(集团)责任有限公司 焊接工艺卡 共9页第1页 焊缝名称:*************主体罐壁环焊缝焊缝示意图 焊接过程、技术要求 1、焊前认真清理坡口两侧各20mm范围内 节点编号h-01工艺评定号 sk-xdpx m-001 的油、锈、水分等。 接头型式板状对接焊接位置横焊2g2、点固焊焊条与正式焊焊条相同每15~20 材料牌号q235c/规格δ=8mm左右。焊接顺序按节点图所示。 焊 接 材 料 名称牌号规格 烘烤 温度 保温时间数量(kg) 3、注意层间清理,焊后清除焊渣,飞溅, 电焊条j507φ3.2350℃1h 自检后打上焊工钢印。 电焊条j507φ4.0350℃1h4、焊缝表面应园滑过渡,不得有夹渣,气 焊丝\\\\孔,背面不得有焊瘤等缺陷。 焊剂\\\\5
石油储罐工程的安装焊接工艺 石油储罐工程的安装焊接工艺
格式:pdf
大小:118KB
页数:1P
4.7
石油储罐工程的设计和安装,关系着其自身的使用安全和使用寿命,也关系着石油储备的安全。本文就石油储罐发生焊接变形的原因进行了分析,并指出了防范的对策,重点阐述了石油储罐安装焊接工艺中需要注意的一些问题。
储罐倒装施工内外横缝两用埋弧自动横焊机的设计及焊接工艺精华文档
石油储罐工程的安装焊接工艺 石油储罐工程的安装焊接工艺
格式:pdf
大小:196KB
页数:2P
4.6
石油储罐的焊接工艺复杂,质量要求严格,合理的焊接工艺能保证石油储罐的质量和稳定性。本文就石油储罐发生焊接变形的原因进行了分析,并指出了防范的对策,重点阐述了石油储罐焊接工艺中需要注意的一些问题。

常见的焊接工艺及钢结构焊接工艺
格式:pdf
大小:37KB
页数:14P
4.5
目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
直缝焊管多丝埋弧焊焊接工艺 直缝焊管多丝埋弧焊焊接工艺
格式:pdf
大小:466KB
页数:3P
4.8
以材质为x70,φ1016×26.2mm的直缝焊管为例,对其多丝埋弧焊焊接工艺进行了研究。对影响直缝焊管焊接质量的电源、焊剂、焊丝、焊接工艺参数进行了分析。通过分析,为各种不同口径、材质直缝焊管的多丝埋弧焊焊接工艺研究奠定了基础。
直缝焊管多丝埋弧焊焊接工艺 直缝焊管多丝埋弧焊焊接工艺
格式:pdf
大小:168KB
页数:2P
4.3
针对多丝埋弧焊焊接工艺进行了分析和探讨,同时分析了焊丝、焊剂以及电源等对直缝焊管焊接质量具有直接影响的因素。通过上述的研究,希望能够有效的促进多丝埋弧焊焊接工艺在各种不同材质以及不同口径等方面的进一步发展。
储罐倒装施工内外横缝两用埋弧自动横焊机的设计及焊接工艺最新文档
紫铜管的氩弧焊焊接工艺 紫铜管的氩弧焊焊接工艺
格式:pdf
大小:83KB
页数:未知
4.5
紫铜管的氩弧焊焊接工艺河北省电建第二工程公司邓子刚手工钨极氩弧焊焊接紫铜管克服了氧一乙炔焊存在的缺点,使焊接接头强度高,成型美观漂亮。本文主要介绍了手工钨极氩弧焊焊接不同壁厚紫铜管的焊前准备,焊接材料以及焊接工艺。经上安电厂氢站紫铜管的焊接和赞皇县化...
球形储罐的组装及焊接工艺探讨
格式:pdf
大小:9KB
页数:1P
4.6
球形储罐的组装及焊接工艺探讨 摘要:球形储罐(以下简称球罐)的现场组装与焊接是球罐建造工程中的关 键,现场组焊焊接难度增大,施工机具增多,质量要求不断增高。选择合理的施 工方案,减少组装应力和焊接应力,确保工程质量,是业主、施工单位、监理机 构追求的目标。 关键字:球形储罐焊接工艺预热焊接线能量 abstract:thesphericaltank(hereinafterreferredtoasthesphericaltank)atthe sceneoftheassemblyandweldingisthekeyofthesphericaltankofconstructionof theproject,theweldingcompoundincreasedthedifficulty,constructiontools
 万箱船厚板埋弧自动焊焊接工艺
万箱船厚板埋弧自动焊焊接工艺 万箱船厚板埋弧自动焊焊接工艺
格式:pdf
大小:75KB
页数:未知
4.4
文章总结了万箱船厚板埋弧自动焊焊接工艺,通过控制焊接参数及焊接工序减小厚板埋弧自动焊易变性、易产生裂纹的缺陷,提高焊缝一次成功率。

焊接工艺和焊接工艺评定的对话
格式:pdf
大小:29KB
页数:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
箱形柱的焊接工艺及焊接变形控制 箱形柱的焊接工艺及焊接变形控制
格式:pdf
大小:168KB
页数:3P
4.4
结合莱钢信息能源管控中心工程实例,对箱形柱的制作工艺过程进行了分析和探讨。从配料、组装、焊接等工序制订了合理有效的防止焊接变形的控制措施,取得了很好的效果。
氩弧焊焊接工艺规程
格式:pdf
大小:87KB
页数:15P
4.5
氩弧焊焊接工艺规程 1、焊接方法: 手工钨极氩弧焊 2、焊接材料: 不锈钢药芯焊丝不锈钢实心焊丝 3、焊接工艺参数:见焊接工艺卡 4、焊前准备: (1)检查焊接设备,按焊接工艺卡调整电弧电压、焊接电流、钨极等焊接工艺参数。 (2)焊前100-150℃烘干不锈钢药芯焊丝。 5、焊接工艺: (1)清理焊件坡口及其两侧各宽20mm范围内的油、污、锈等杂质,直至露出金属光泽。 清理不锈钢焊丝表面油污等赃物。 (2)组对焊接接头,注意按图纸及工艺卡要求留出间隙。 (3)使用焊接活性剂时,将活性剂与丁酮以1:1的比例混合,然后均匀涂抹在坡口面内, 待丁酮挥发后再施焊。渗透剂的用量要适当,若太少,熔池粘度降低不多,流动性改 善不明显;若太多,熔池粘度降低太多,流动性变差。 (4)定位焊采用与打底焊相同的焊丝和工艺,定位焊缝长10~15mm,定位点固2—3处。 (5)第一层氩弧焊打底焊焊接,使
氩弧焊焊接工艺评定报告表
格式:pdf
大小:106KB
页数:7P
4.7
郑州燃气工程建设有限公司 焊接工艺评定书 评定项目:?570cr18ni9水平固定 氩弧焊 使用范围1.5~10mm 评定书编号:zrgc/yz-zd-02-2011-a-3 评定日期:2011年9月6日 备案号:2010-a-3 批准: 焊接工艺评定报告 单位名称郑州燃气工程建设有限公司批准人签字 报告编号zrgc/yz-zd-02-2010-a-3日期2010年9月6日 焊接方法氩弧焊机械化程度手工√半自动自动 焊接接头:详图: 55o 坡口形式v型单面双边坡口管管对接 衬垫无 母材: 标准号gb8163- 牌号0cr18ni9 类、组别号p2a2a-2与类、组别号p2a2a-2 相焊 厚度5mm 直径?108 其他 焊热后处理:无 温度 保温时间 保护气体:氩气 尾部保护气氩气流量1
焊接工艺评定氩弧焊
格式:pdf
大小:155KB
页数:7P
4.3
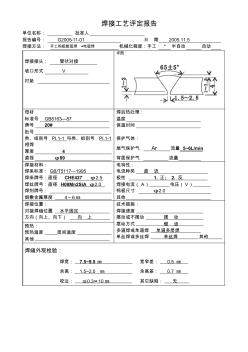
焊接工艺评定报告 单位名称:批准人 报告编号:g2005-11-01日期2005.11.5 焊接方法:手工钨极氩弧焊+电弧焊机械化程度:手工*半自动自动 焊接接头:管状对接 坡口形式v 衬垫 详图: 母材 标准号gb8163–87 牌号20# 批号 类、组别号pi.1-1与类、组别号pi.1-1 相焊 厚度4 直径φ89 焊后热处理: 温度 保温时间 保护气体: 尾气保护气ar流量5~6l/min 背面保护气流量 焊接材料: 焊条标准:gb/t5117–1995 焊条牌号:直径che427φ2.5 焊丝牌号:直径h08mn2siaφ2.0 焊剂牌号: 熔敷金属厚度4~6㎜ 电特性: 电流种类直流 极性1.正;2.反 焊接电流(a)电压(

手工电弧焊焊接工艺资料
格式:pdf
大小:85KB
页数:10P
4.5
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
储罐倒装施工内外横缝两用埋弧自动横焊机的设计及焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:工程资料员
擅长专业:土建 安装 装饰 市政 园林


