

大型不锈钢铸件粘砂及表面烧结机理研究与改进
格式:pdf
大小:1.4MB
页数:5P
人气 :88
 4.6
4.6
对采用呋喃树脂自硬铬矿砂生产高铬不锈钢水轮机叶片铸件表面易出现"釉化"涂料层、界面型砂"釉化"烧结和粘砂缺陷进行了研究,并提出了解决措施。铸件粘砂的主要原因为钢液透过涂料层渗入铬矿砂,在界面发生氧化还原反应,将铬铁矿砂的铁还原出来,还原出的铁和砂粒形成致密混合物,并附着在铸件表面形成"釉化"烧结层。还原出的铁和铬渣以及砂粒中的未反应物,形成了致密的机械混合物,和铸件金属直接相连,附着在铸件的表面,形成粘砂。锆英粉涂料本身也和高铬钢发生微弱的化学反应。用新型添加剂及复合涂料改进型砂和替代锆英粉涂料,提高了钢液和铬矿砂界面涂料层的致密度、化学稳定性和耐火性,可以有效地解决这类问题。



 不锈钢铸件机械粘砂判据研究
不锈钢铸件机械粘砂判据研究 不锈钢铸件机械粘砂判据研究
在铸件材质和造型材料确定前提下,砂型表面的受热条件是铸件机械粘砂的主要影响因素。对美国c.beckermann教授提出的铸钢件粘砂判据中的主要参数提出了修正建议,并利用铸件凝固过程温度场数值模拟计算技术,结合粘砂试件试验数据,获得了采用呋喃树脂自硬砂造型工艺条件下zg06cr13ni4mo低碳马氏体不锈钢铸件的机械粘砂判据曲线。经验证,机械粘砂判据曲线可定量预测铸件机械粘砂位置和面积。
编辑推荐下载
不锈钢铸件低温焊接工艺 不锈钢铸件低温焊接工艺
格式:pdf
大小:292KB
页数:2P
4.8
介绍了不锈钢铸件的特性及焊接的难点,分析了不锈钢铸件在低温环境下产生裂纹的原因。比较了焊接材料的特性,经过优化选择确定了选用a002焊条进行焊接。综合了前几次焊接失败的原因,总结出焊接所用的材料并确定了焊接的工艺参数。
不锈钢铸件粘砂及表面烧结机理与改进热门文档
阀门用CF类不锈钢铸件性能分析 阀门用CF类不锈钢铸件性能分析
格式:pdf
大小:144KB
页数:2P
4.5
介绍了石化行业用cf类不锈钢阀门铸件的特点,冶炼及铸造过程中的重点和难点,对易出现的铸造缺陷做了简要分析,并提出解决问题的办法。

不锈钢铸件的成品检验标准
格式:pdf
大小:27KB
页数:1P
4.5
铸造利润源泉的发动机 陕西网铸互联网信息技术有限公司1 不锈钢铸件的成品检验标准 为了保证不锈钢精密铸件质量副歌交货验收技术条件,必须依据铸件图、熔模铸件技术标准及 供需双方交验合同进行全数检验,检验主要由外观质量检验、内部质量检验及其它质量检验: 1。外观质量检验:主要包括铸件尺寸、几何形状、铸件质量、表面粗糙度、表面和近表面铸件 缺陷等检验。 2。内在质量检验主要包括材质化学成分、力学性能、宏观缺陷、微观缺陷等检验。 3。其它质量检验主要包括物理化学性能和特殊性检验 各生产过程的工序检验主要对企业负责,以降低企业的成本;而成品检验主要对顾客负责,以满 足顾客的需求和期望。所以,决不允许不合格的铸件流入顾客的仓库,虽然表面上看似会提高企业的 成本,但是,作为一个企业,始终应以企业的信誉为第一。 青县鼎佳精密铸造有限公司,是河北省规模最大的铸造企业之一,专业生产各种精密铸
大型不锈钢铸件门槽轨道的铸造 大型不锈钢铸件门槽轨道的铸造
格式:pdf
大小:148KB
页数:3P
4.6
本文结合zgocr17ni4cu4nb马氏体沉淀硬化型不锈钢材质的合金特性及其铸造工艺特点,通过在生产过程中对制造工艺的不断探索研究,总结出一套生产门槽轨道铸件的工艺经验,从而为今后设计生产类似工件提供了新的途径。
大型不锈钢铸件门槽轨道的铸造生产实践 大型不锈钢铸件门槽轨道的铸造生产实践
格式:pdf
大小:496KB
页数:3P
4.5
结合zg0cr17ni4cu4nb马氏体沉淀硬化型不锈钢材质的合金特性及其铸造工艺特点,通过在生产过程中对制造工艺的不断探索研究,总结出一套生产门槽轨道铸件的工艺经验,从而为今后设计生产类似工件提供了新的途径。
不锈钢铸件粘砂及表面烧结机理与改进精华文档
304不锈钢铸件磁性的去除方法
格式:pdf
大小:9KB
页数:1P
4.7
304不锈钢铸件磁性的去除方法 一般情况下,使用没有磁性的304不锈钢废料浇注出来的铸件产品却带有微磁 性。什么原因导致的呢?因为: 1、化学成分当量成分控制没有到位。 一般的生产厂家为了降低成本把ni控制下限,8.0-8.2%之间,cr/ni达到 一定数值时钢的组织中出现一定量的铁素体,铁素体是有磁性的;此时采用 1050~1080℃固溶处理可以把铁素体完全溶入奥氏体就不会有磁性了。 2、冷加工硬化。 当奥氏体不锈钢在冷加工时产生形变马氏体,形变马氏体使得不锈钢强度增 加,而形变马氏体是有磁性的。采用固溶处理甚至退火都可以使形变马氏体消失, 但是钢的强度就会下降了。 如果既要保证冷加工强度,又要弱磁性甚至无磁性可以采用下面去磁办法: 1、根据相图原理,降低cr/ni值,尤其提高ni、mn含量到上限。冷加工前 进行上限固溶处理,在保证表面的前提下控制晶粒度4级;
 控制不锈钢铸件中铁素体含量的方法
控制不锈钢铸件中铁素体含量的方法 控制不锈钢铸件中铁素体含量的方法
格式:pdf
大小:438KB
页数:未知
4.4
耐蚀不锈钢机械配件类、泵阀类、管道连接类、支承类铸件,主要材质为铬镍不锈钢。根据化学成分的不同,大致分为cr-ni系,cr-ni-mo、cr-ni-cu、cr-ni-mo-cu系,cr-mn-n系,cr-ni-mn-n系四个组别,其金相组织视其cr、ni含量

如何防止不锈钢铸件出现夹砂和砂眼现象
格式:pdf
大小:18KB
页数:1P
4.7
如何防止不锈钢铸件出现夹砂和砂眼现象 在树脂砂造型、水玻璃砂造型中,虽然两种的造型强度都非常高, 但在铸件中还会出现夹砂和砂眼现象。 原因:是砂型内清砂不干净,有残留沙砾。在就是在浇注过程中, 由于铁液冲刷浇道壁的型砂而造成。 有的厂家采用涂刷涂料来防止,取的了较好的效果,但还是会有铸 件出现夹砂,砂眼的情况。一是因为浇口涂刷涂料比较辛苦和困难。二 就是在浇注过程中浇注温度高,冲刷大,涂料在冲刷和高温浸泡下很容 易脱落。造成夹砂砂眼。一直以来很多铸件厂不很重视浇道。忽视了浇 注过程中对浇道壁的冲刷。因此导致了铸件夹砂砂眼。 方法: 1、提高铸件成品率,提高铸件质量,降低铸件总成本。 2、采用铸造浇口陶管,此产品使用方便,具有流通光滑,耐铁水, 钢水冲刷,不吸收钢水,可锯性佳等特点,可以简化造型工艺,省去浇 口内侧上涂料的困难工作,并对改善浇注系统的布置,避免铸件冲砂, 砂眼,加砂缺陷。对
![CF8M不锈钢铸件的固溶处理与酸洗钝化[1]](https://files.zjtcn.com/group1/M00/2C/6E/CgoBZ2AcZAiARyC0AABa5IfG4c4409.jpg)
不锈钢铸件粘砂及表面烧结机理与改进最新文档
大型不锈钢铸件用高性能无氮呋喃树脂的研发及应用 大型不锈钢铸件用高性能无氮呋喃树脂的研发及应用
格式:pdf
大小:111KB
页数:未知
4.7
介绍了一种游离甲醛及游离苯酚含量低、抗拉强度高、可使用时间适宜、保质期长的无氮自硬呋喃树脂砂粘结剂的制作方法和应用。这种粘结剂仍然使用甲醛、糠醇(呋喃甲醇)、苯酚等作为其合成树脂的主要材料。使用一种类似苯酚的物质部分替代苯酚加入反应,选用合适的催化剂、添加剂、稳定剂,采用适当的工艺制作而成,树脂性能大幅度提高。通过选择合适的固化剂配伍,型砂可使用时间可控制在30~60min。该高。性能无氮树脂已成功运用于三峡水轮机叶片的铸造,事实证明其完全能满足大型不锈钢铸件的铸造需求。
410S不锈钢带表面“砂金”缺陷成因及机理分析 410S不锈钢带表面“砂金”缺陷成因及机理分析
格式:pdf
大小:1.1MB
页数:6P
4.8
系统地分析了不锈钢分公司410s冷轧成品带钢部分出现表面“砂金”缺陷(表面点状发亮花纹)的成因及其形成机理。对带钢表面“砂金”缺陷进行了表面形貌观察和成分分析以及金相观察,结合国外类似经验,指出产生该缺陷的成因———晶间腐蚀。在系统阐述了不锈钢敏化及晶间腐蚀理论的基础上,详细分析了410s产生晶间腐蚀的过程及原因,并简要探讨了大生产中控制该缺陷的可行措施。
 300 t级超低碳不锈钢铸件冶炼技术研究
300 t级超低碳不锈钢铸件冶炼技术研究 300 t级超低碳不锈钢铸件冶炼技术研究
格式:pdf
大小:93KB
页数:4P
4.4
阐述了双包vod冶炼300t级超低碳水电不锈钢铸件的冶炼技术。通过制定合理有效的工艺措施,可精确地将c、v、cr、ni的化学成分控制在要求范围内,成功冶炼出超大型cr13型水电不锈钢铸件。

304不锈钢铸件磁性的去除方法 (2)
格式:pdf
大小:9KB
页数:1P
4.7
304不锈钢铸件磁性的去除方法 一般情况下,使用没有磁性的304不锈钢废料浇注出来的铸件产品却带有微磁 性。什么原因导致的呢?因为: 1、化学成分当量成分控制没有到位。 一般的生产厂家为了降低成本把ni控制下限,8.0-8.2%之间,cr/ni达到 一定数值时钢的组织中出现一定量的铁素体,铁素体是有磁性的;此时采用 1050~1080℃固溶处理可以把铁素体完全溶入奥氏体就不会有磁性了。 2、冷加工硬化。 当奥氏体不锈钢在冷加工时产生形变马氏体,形变马氏体使得不锈钢强度增 加,而形变马氏体是有磁性的。采用固溶处理甚至退火都可以使形变马氏体消失, 但是钢的强度就会下降了。 如果既要保证冷加工强度,又要弱磁性甚至无磁性可以采用下面去磁办法: 1、根据相图原理,降低cr/ni值,尤其提高ni、mn含量到上限。冷加工前 进行上限固溶处理,在保证表面的前提下控制晶粒度4级;

不锈钢分类与表面类别
格式:pdf
大小:17KB
页数:2P
4.8
不锈钢分类与表面类别 不锈钢分类: 不锈钢可以按用途、化学成分及金相组织来大体分类。 以奥氏体系类的钢由18%铬-8%镍为基本组成,各元素的加入量变化的不同,而开发各 种用途的钢种。 1.以化学成分分类: ①.cr系列:铁素体系列、马氏体系列 ②.cr-ni系列:奥氏体系列,异常系列,析出硬化系列。 2.以金相组织的分类: ①.奥氏体不锈钢 ②.铁素体不锈钢 ③.马氏体不锈钢 ④.双相不锈钢 ⑤.沉淀硬化不锈钢 3.不锈钢的表面类别 现在不锈钢的发展,已使不锈钢的耐蚀性、外观、加工性、强度等特性远远超过其它材 料,而且,不锈钢的许多表面处理法,可以取得丰富多彩的颜色及形状,这为不锈钢的发展 作出很大的贡献。 不锈钢制造过程中的表面处理法以及机械研磨表面处理法 表面特征制造法概要用途 no.1 银白色,无光 泽 热轧到规定
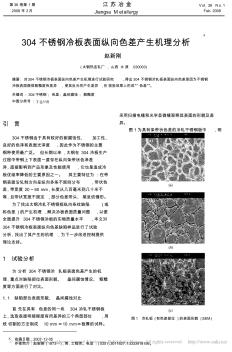
304不锈钢冷板表面纵向色差产生机理分析
格式:pdf
大小:387KB
页数:2P
4.4
304不锈钢冷板表面纵向色差产生机理分析 x 赵新刚 (太钢热连轧厂,山西太原 030003) 摘要:对304不锈钢冷板表面纵向色差产生机理进行试验研究,得出304不锈钢冷轧板表面纵向色差是因为不锈钢 冷板表面微观粗糙度有差异,使其反光性产生差异,在视觉效果上形成“色差”。 关键词:304不锈钢;色差;晶间腐蚀;粗糙度 中图分类号:tg115 引 言 304不锈钢由于具有较好的耐腐蚀性、加工性、 良好的色泽和表面光泽度,因此作为不锈钢的主要 钢种使用最广泛。但长期以来,太钢在304冷板生产 过程中带钢上下表面一直存在纵向条带状色泽差 异,直接影响到产品形象及性能使用,它也是造成冷 板优级率降低的主要原因之一。其主要特征为:在带 钢表面沿轧制方向呈纵向多条不规则分布,带状色 差,带宽度20~60mm,长
不锈钢表面整体翅片犁切-挤压加工机理 不锈钢表面整体翅片犁切-挤压加工机理
格式:pdf
大小:686KB
页数:5P
4.6
通过对犁切-挤压加工翅成形机理的试验研究,探讨了不锈钢三维整体翅的成形特征、条件和成翅机理.试验结果表明,影响翅成形的主要因素有:刀具的几何参数、犁切-挤压深度、进给量、犁切-挤压速度和第二次犁切-挤压时叠合角度.通过试验得到各加工参数的合理取值范围如下:挤压面倾角,10°~35°;挤压角,10°~25°;犁切-挤压速度,5~10m/min;进给量,0.4~0.8mm.
304不锈钢冷板表面纵向色差产生机理分析 304不锈钢冷板表面纵向色差产生机理分析
格式:pdf
大小:135KB
页数:2P
4.7
对304不锈钢冷板表面纵向色差产生机理进行试验研究,得出304不锈钢冷轧板表面纵向色差是因为不锈钢冷板表面微观粗糙度有差异,使其反光性产生差异,在视觉效果上形成"色差"。
不锈钢铸件粘砂及表面烧结机理与改进相关
文辑推荐
知识推荐
百科推荐


职位:主创规划师
擅长专业:土建 安装 装饰 市政 园林


