

不锈钢风管焊接资料
格式:pdf
大小:5KB
页数:2P
人气 :76
 4.7
4.7
一、 1.12 不锈钢风管耐腐蚀性能差 1.12.1 表现形式 风管表面有划伤、擦毛等缺陷和焊渣飞溅物,焊缝 表面呈现黑、黄斑及花斑。甚至风管局部锈蚀。 1.12.2 危害性降低不锈钢通风系统的抗腐蚀能力, 缩短使用寿命。同 时由于风管局部腐蚀, 降低了通风系统的严密性, 使有害气体扩散到 环境中,影响工作人员的身体健康。 1.12.3 产生的原因分析 ① 风管板材下料、加工的方法不当; ② 在操作过程中,碳素钢与不锈钢接触,使其表面出现腐蚀中心, 破坏其氧化层的钝化膜; ③ 选用的焊接工艺不合理,应采用氩弧焊、直流电弧焊,但不得采 用氧气——乙炔焊。 ④ 焊接过程中未采取防止焊渣飞溅直接下落到风管板材上的措施, 应在焊缝两侧表面涂抹白垩粉; ⑤ 焊接后表面未清理,应先去除油污、焊渣及飞溅物,然后酸洗、 热水冲洗及钝化处理; ⑥ 在焊缝及其边缘处开洞,将使洞口变形,以及由于二次焊接而产 生




不锈钢风管施工工艺
不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和
编辑推荐下载
不锈钢风管施工工艺知识讲解
格式:pdf
大小:2.5MB
页数:15P
4.4
不锈钢风管施工工艺 精品文档 收集于网络,如有侵权请联系管理员删除 不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的施 工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提高施 工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感质量要 求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈钢 薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在风管 纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊
不锈钢风管标准
格式:pdf
大小:132KB
页数:4P
4.6
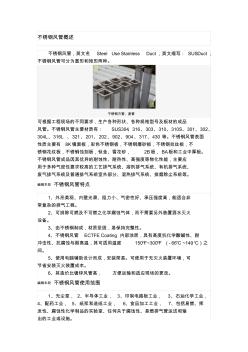
不锈钢风管概述 不锈钢风管,英文名steelusestainlessduct,英文缩写:susduct, 不锈钢风管可分为圆形和矩形两种。 不锈钢方管、直管 可根据工程现场的不同要求,生产各种形状、各种规格型号及板材的成品 风管。不锈钢风管主要材质有:sus304、316、303、310、310s、301、302、 304l、316l、321、201、202、902、904、317、430等。不锈钢风管表面 性质主要有8k镜面板,彩色不锈钢板,不锈钢磨砂板,不锈钢拉丝板,不 锈钢花纹板,不锈钢蚀刻板,钛金、雪花砂,2b板,ba板和工业中厚板。 不锈钢风管成品因其优异的耐蚀性、耐热性、高强度等物化性能,主要应 用于多种气密性要求较高的工艺排气系统、溶剂排气系统、有机排气系统、 废气排气系统及普通排气系统室外部分、湿热排气系统、排烟除尘系统等。 编辑本段不锈钢风管特点
不锈钢风管焊接资料热门文档
不锈钢风管施工工艺标准
格式:pdf
大小:2.4MB
页数:11P
4.4
-* 不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直
不锈钢风管专项施工综合方案
格式:pdf
大小:469KB
页数:8P
4.4
不锈钢风管专项施工综合方案 重庆俊豪icfc项目 不锈钢风管专项施工方案 编制: 审核: 批准: 中建二局安装工程有限公司 chinaconstructionsecondengineeringbureauinstallation engineeringco.,ltd. 2017年6月 目录 一、编制说明.............................................................................1 二、工程概述.....................................3 三、施工工艺.....................................3 四、工期安排及保证措施..........................................
不锈钢风管安装
格式:pdf
大小:1.4MB
页数:6P
4.4
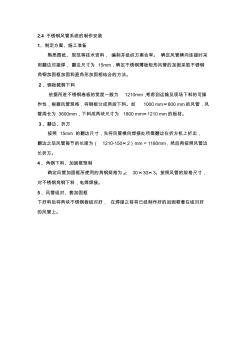
. . 2.4不锈钢风管系统的制作安装 1、制定方案、施工准备 熟悉图纸、规范等技术资料,编制并组织方案会审。确定风管横向连接时采 用翻边对接焊,翻边尺寸为15mm,确定不锈钢薄板矩形风管的加固采取不锈钢 角钢加固框加固和直角形加固相结合的方法。 2、钢板裁剪下料 依据所进不锈钢卷板的宽度一般为1210mm,考虑到运输及现场下料的可操 作性,根据风管规格,将钢板分成两段下料。如1000mm×800mm的风管,风 管周长为3600mm,下料成两块尺寸为1800mm×1210mm的板材。 3、翻边、折方 按照15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折出, 翻边之后风管每节的长度为(1210-150×2)mm=1180mm,然后再按照风管边 长折方。 4、角钢下料、加固框预制 确定风管加固框所使用的角钢规格为∠30×30×3。按

不锈钢风管施工工艺 (2)
格式:pdf
大小:97KB
页数:4P
4.3
精心整理 精心整理 不锈钢风管施工工艺 1?前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工艺,以前并没有相 应的规范或工艺方法来指导施工,为此我们根据以往的施工经验,总结出了一套不锈钢风管 的制作方法来满足施工中的需要,提高施工质量、解决施工中的疑难问题,在保证使用功能 的前提下满足观感质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 ?2?特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 ?3?适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 ?4?工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈钢薄板矩形风管进 行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在风管纵向拼接时也采用氩弧焊焊接, 即所有的风管接缝处均以氩弧焊焊接。不锈钢薄板矩形风管的加固采取不锈钢角钢
不锈钢风管尺寸计算
格式:pdf
大小:55KB
页数:2P
4.4
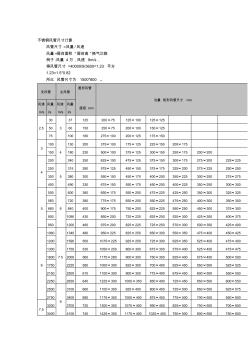
不锈钢风管尺寸计算 风管尺寸=风量/风速 风量=房间面积*房间高*换气次数 例子:风量4万,风速9m/s, 得风管尺寸=40000/9/3600=1.23平方 1.23=1.5*0.82 所以风管尺寸为1500*800。 支风管主风管 圆形风管 当量矩形风管尺寸mm 风速 m/s 风量 l/s 风速 m/s 风量 l/s 直径mm 2.5 30 3 37125200×75125×100125×125 5060150250×75200×100150×125 75100180275×100200×125175×150 3 100 4 130200375×100175×125225×150200×175 150180230500×100375×125300×150250×175200×200 4 2002
不锈钢风管焊接资料精华文档
不锈钢风管施工工艺
格式:pdf
大小:2.4MB
页数:11P
4.8
不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直角形加
不锈钢风管制作
格式:pdf
大小:2.3MB
页数:7P
4.5
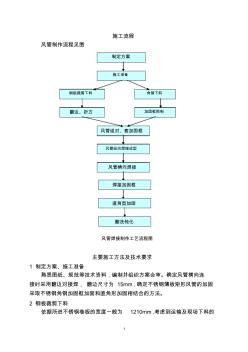
1 施工流程 风管制作流程见图 风管焊接制作工艺流程图 主要施工方法及技术要求 1制定方案、施工准备 熟悉图纸、规范等技术资料,编制并组织方案会审。确定风管横向连 接时采用翻边对接焊,翻边尺寸为15mm,确定不锈钢薄板矩形风管的加固 采取不锈钢角钢加固框加固和直角形加固相结合的方法。 2钢板裁剪下料 依据所进不锈钢卷板的宽度一般为1210mm,考虑到运输及现场下料的 钢板裁剪下料 加固框预制 风管组对、套加固框 酸洗钝化 制定方案 角钢下料 施工准备 风管纵向焊接成型 风管横向焊接 翻边、折方 焊接加固框 直角型加固 2 可操作性,根据风管规格,将钢板分成两段下料。如1000mm×800mm的 风管,风管周长为3600mm,下料成两块尺寸为1800mm×1210mm的板材。 3翻边、折方 按照15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折 出

不锈钢风管施工解决方
格式:pdf
大小:190KB
页数:10P
4.7
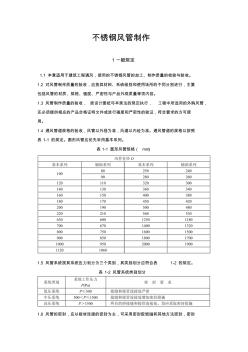
精品文档 三全食品一基地车间通风系统改造工程 不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1范围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚度表4-1 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5001.0 560~11201.0 1250~20001.0 2500~40001.0 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线剪板机、卷圆机、
不锈钢风管制作
格式:pdf
大小:1.2MB
页数:8P
4.8
不锈钢风管制作 1一般规定 1.1本章适用于建筑工程通风,使用的不锈钢风管的加工、制作质量的检验与验收。 1.2对风管制作质量的验收,应按其材料、系统级别和使用场所的不同分别进行,主要 包括风管的材质、规格、强度、严密性与产品外观质量等项内容。 1.3风管制作质量的验收,按设计图纸与本规法的规定执行,工程中所选用的外购风管, 还必须提供相应的产品合格证明文件或进行强度和严密性的验证,符合要求的方可使 用。 1.4通风管道规格的验收,风管以外径为准,风道以内经为准。通风管道的规格以按照 表1-1的规定。圆形风管应优先采用基本系列。 表1-1圆形风管规格(mm) 1.5风管系统按其系统压力划分为三个类别,其类别划分应符合表1-2的规定。 表1-2风管系统类别划分 1.6风管的密封,应以板材连接的密封为主,可采用密封胶嵌缝和其他方法密封,密封 胶性能应符合使用环
不锈钢风管安装
格式:pdf
大小:1.4MB
页数:6P
4.7
2.4不锈钢风管系统的制作安装 1、制定方案、施工准备 熟悉图纸、规范等技术资料,编制并组织方案会审。确定风管横向连接时采 用翻边对接焊,翻边尺寸为15mm,确定不锈钢薄板矩形风管的加固采取不锈钢 角钢加固框加固和直角形加固相结合的方法。 2、钢板裁剪下料 依据所进不锈钢卷板的宽度一般为1210mm,考虑到运输及现场下料的可操 作性,根据风管规格,将钢板分成两段下料。如1000mm×800mm的风管,风 管周长为3600mm,下料成两块尺寸为1800mm×1210mm的板材。 3、翻边、折方 按照15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折出, 翻边之后风管每节的长度为(1210-150×2)mm=1180mm,然后再按照风管边 长折方。 4、角钢下料、加固框预制 确定风管加固框所使用的角钢规格为∠30×30×3。按照风管的规格
不锈钢风管焊接资料最新文档

提高不锈钢油烟风管焊接质量QC
格式:pdf
大小:613KB
页数:13P
4.6
1 提高不锈钢油烟风管焊接质 企业名称:xxxxxxx有限公司 小组名称:xxxxxxxx项目部qc小组 2 提高不锈钢油烟风管焊接质量 xxxxxx有限公司 xxxxxxxx项目部qc小组 一、工程概况 xxxxxx项目,位于xx市xx区xxx大道与xx路交汇处,该项目总用地面积12554.29 平方米,建筑面积120481.01平方米。本项目共分为a座、b座、c座三个单体,均为框 架剪力墙结构,功能为办公商业综合体。商业部分机电工程包含有不锈钢油烟风管的施 工,风管采用奥氏体不锈钢,板材厚度1.0mm,总工程量约3800平米。 二、小组简介 小组名称 xxxxxx有限公司 xxxxxx项目部qc小组 小组类型问题解决型活动时间2018年9月-10月 课题名称提高不锈钢油烟风管焊接质量小组人数4 小组简 介 小组职务姓名性别年
不锈钢低温焊接
格式:pdf
大小:16KB
页数:1P
4.8
威欧丁(天津)焊接技术有限公司 技术网站:www.***.***电话:022-28196887 前言:不锈钢的焊接我们最先想到的肯定是熔化极或者非熔化极氩弧焊,这个属于熔 焊的范畴也是我们通常采用的焊接方法,广泛应用于民用化生产制造和工业化焊接加工, 今天我们提到不锈钢的低温焊接的前提背景是在相当多的不锈钢加工制作中有些特殊的 要求,特殊的结构,特殊的材料等等至使熔焊在这些场合下显得力不从心,这就是我们说 的低温焊接。 不锈钢的低温焊接原理:软钎和硬钎,热源根据不同的现场要求选取 优点:操作灵活,可选择性强,技术要求比较低,变形量可以控制好,对于母体的热 影响小,美观 焊接方法如下: 1)低温的we88c焊丝配合we88c-f的焊剂焊接。 这个时候根据被焊母材的结构和焊接要求来选用合适的焊接工具,比如没有特别要求的, 粘上就行的就可以用烙铁焊接,因为

不锈钢焊接规程
格式:pdf
大小:21KB
页数:2P
4.5
1、针对公司某产品使用时出现大面积焊缝开裂漏水 对不锈钢焊接时焊丝的选用及作业人员的要求做出如下规定,员 工必须严格按规定选用焊丝,严禁根据个人喜好焊接。 2、底架、厢体、水箱等要求密封的关键部位由班组长指定 专人焊接(焊接测试长期a级),严禁非指定人员焊接。 3、焊接前先根据材质选择对应焊丝,确保无误后方可实施焊接。 4、焊接前先清洁焊缝区域,除油除锈。 5、要求密封性能的部件须做水密试验。 钢板1钢板2 304不锈钢304不锈钢 要求水密性 不要求水密性 碳钢碳钢 编制: 校对: 钢板材质 焊丝 304不锈钢碳钢 er308不 er50- 生产作业指导书 不锈钢焊接规程 裂漏水的质量问题, 焊丝的选用及作业人员的要求做出如下规定,员 定选用焊丝,严禁根据个人喜好焊接。 水箱等要求密封的关键部位由班组长指定 测试
不锈钢风管专项施工方案
格式:pdf
大小:327KB
页数:2P
4.6
页眉内容 页脚内容1 重庆俊豪icfc项目 不锈钢风管专项施工方案 编制: 审核: 批准: 中建二局安装工程有限公司 chinaconstructionsecondengineeringbureauinstallationengineeringco.,ltd. 2017年6月 目录 一编制说明.....................................................................1 页眉内容 页脚内容2 二工程概况.....................................................................3 (二)专业工程概况.............................................................

不锈钢焊接工艺评定资料
格式:pdf
大小:187KB
页数:10P
4.7
受控状态文件编号:of/gyhj-01 发放编号00版本号:a版 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日 编号:pqr-01 焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 一、焊接工艺评定任务书(表1) 母材 牌号0gr18ni9 接 头 示 意 图 规格d60×4.0 焊 接 材 料 焊条 牌号 规格 焊丝 牌号er304

不锈钢焊接施工方案资料
格式:pdf
大小:60KB
页数:9P
4.8
不锈钢焊接施工方案 1.总则 1.1工程概况 本工程为某设计研究院研发基地办公楼工程,工程地下一层、地上十一层。本工程安装 的给水系统,全部采用不锈钢管道。管径dn15---dn100,该工程不锈钢管道总工程量约350m。 不锈钢管道壁厚从δ=2.2---3.2mm,管径dn≥50采用焊接,管径dn≤50采用丝接。 1.2适用范围 不锈钢管道应用已经非常广泛,如自来水、热水、直饮水、供暖和工业管等系统。运用 的范围涉及医院、宾馆、军队、学校、电视台、商业大厦、居民住宅、大型办公楼等系统。 1.3编制依据的标准及规范 1.3.1建筑给水排水及采暖工程施工质量验收规范gb50242-2002 1.3.2薄壁不锈钢水管(gb/t1922.8-2003) 1.3.3现场设备工业管道焊接工程施工验收规范gb50236-98 2.施工准备 2.1技术准备

不锈钢焊接管 (2)
格式:pdf
大小:5.8MB
页数:14P
4.7
201不锈钢焊管 201不锈钢焊管、具有耐酸、耐碱,密度高、抛光无气泡、无针孔等特点,是生产各种表壳、表带底盖 优质材料等。主要用于做装饰管,工业管,一些浅拉伸的制品. 201不锈钢焊管是国际不锈钢标示方法 201不锈钢焊管--s20100(aisi.astm) 美国钢铁学会是用三位数字来标示各种标准级的可锻不锈钢的。其中: ①奥氏体型不锈钢用200和300系列的数字标示, ②铁素体和马氏体型不锈钢用400系列的数字表示。例如,某些较普通的奥氏体不锈钢是以201、304、316 以及310为标记 ③铁素体不锈钢是以430和446为标记,马氏体不锈钢是以410、420以及440c为标记,双相(奥氏体- 铁素体) ④不锈钢、沉淀硬化不锈钢以及含铁量低于50%的高合金通常是采用专利名称或商标名。 202不锈钢焊管 202不锈钢管化学
不锈钢管焊接通用工艺
格式:pdf
大小:316KB
页数:5P
4.3
船体焊接通用工艺--------不锈钢管焊接通用工艺 --1-- 不锈钢管焊接通用工艺 一、适用范围 1.本工艺适用于各类船用不锈钢管系的焊接。 2.本工艺不适用船用无缝钢管的焊接,该类管系的焊接参见《管系焊 接通用工艺》。 二、工艺内容 1.焊接方法及材料 1.1本船采用的焊接方法主要有钨极氩弧焊和co2气体保护焊。 1.2焊接材料有铈钨棒(φ2.4或φ3.2㎜),tgs308l不锈钢焊丝 (φ1.6、φ2.4㎜),tfw-308lco2不锈钢药芯焊丝(φ1.2㎜)。 2.焊前准备 1.1焊前需清杂质,焊接部位要清洁干净,不能有油漆、油、锈、 氧化皮或其它对焊接质量有害的附着物。为保证焊接质量,坡口两侧20~ 30㎜内用丙酮清洗,并涂上石灰粉防止飞溅损伤钢材表面。在加工管子及 搬运过程中应
不锈钢风管焊接资料相关
文辑推荐
知识推荐
百科推荐


职位:城更规划师
擅长专业:土建 安装 装饰 市政 园林


