

标题:CNC全自动门型埋弧焊机
格式:pdf
大小:476KB
页数:1P
人气 :87
 4.5
4.5
标题: CNC 全自动门型埋弧焊机 发布日期: 2010-05-07 钢构车间 东莞市万兴钢结构有限公司, 本公司是一家经东莞市工商行政管理局注册, 致力 于钢结构工程技术开发和轻钢结构建筑的专业钢构公司。公司成立于 2002年 3 月份,地处世界闻名的国际制造业名城――东莞市虎门镇,厂房占地面积总裁 100000多平方米,员工 200多人,以及健全的企业管理模式。公司具有高素质 的生产管理、高技术的设计人员 ,工厂拥有整套国际先进水平的生产设备和自动 焊接生产线,配置有多条 H型钢组立校正生产线、 C型钢生产线、 Z 型钢生产线、 箱型柱生产线、 楼承板生产线、夹芯板生产线、 CNC电脑数控火焰切割生产线、 全自动门型埋弧焊接生产线、 全自动喷砂除锈生产线、喷漆生产线等先进的机 器设备使产品有了高品质的可靠保证,在钢构工程制作安装方面技术力量雄厚, 施工工艺先进,配套设备齐全,是一家



WI-03自动门式埋弧焊机操作规程
厦门市国安特机械工程有限公司文件编号wi-03 文件名称自动门式埋弧焊机操作规程 版本1.0 页次第1页共1页 核准审核制定iso推动小组 1.操作者在操作前必须熟悉机器的结构和机械性能。 2.操作人员应持特种作业安全操作证,穿戴好防护用品,方可上岗 操作。 3.按外部接线图正确连接,并注意网路电压与焊机名牌电压相符同, 电源要接地线。 4.操作前检查焊机机头及设备情况,要调整好焊接速度,电流大小, 使其达到焊接所需要求。 5.必须经常检查电缆绝缘情况,如有损坏须停止使用,加强绝缘或调 换电缆。焊接过程中焊丝及机头带电。 6.定期检查焊车与送丝机构的减速箱内润滑油脂、焊丝输送滚轮与进 给轮、导电咀与焊丝接触情况。 7.网路电压波动大而频繁的场合,须考虑专线供电,以确保焊缝质量。 8.焊接时如遇故障,必须立即停止焊接并切断电源,进行检查
自动埋弧焊机安全操作规程
自动埋弧焊机安全操作规程 一、目的: 为了规范管理,使职工了解本岗位的操作要点和安全,制定 以下操作规程。 二、范围: 本公司所有电焊操作工。 三、内容: 1作业前,应检查并确认各部分导线连接情况,检查限位器,一 切完好情况下方可运行。 2.应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块) 磨损或接触不良时应更换。 3.操作前,应检查减速箱中的润滑油,不足时应添加。 4.送丝机构的管、孔应保持清洁,并定期吹洗。 5焊接构件时,操作人员应注意焊接弧光,防止伤眼。 6.非经车间主任或设备管理人员允许,非本机操作人员不得擅 自操作设备。 7吊件入机时,严格按照使用吊车八条规定操作。 8工作完毕后,及时清扫机械的轨道、回收机内的粉尘、机头的 传动部分,而后润滑部分注油保养,填写保养记录,以备下一班 生产的顺利进行。 烟台市飞龙钢结构工程有限公司
编辑推荐下载
 时代逆变双电源双丝双弧埋弧焊机
时代逆变双电源双丝双弧埋弧焊机 时代逆变双电源双丝双弧埋弧焊机
格式:pdf
大小:464KB
页数:2P
4.8
一年一度的北京埃森·焊接与切割展览会于2009年6月2日在上海隆重开幕,时代公司的最新力作——双电源双丝双弧埋弧焊机登台亮相,在会场上引起了各界观众的关注。
埋弧焊机安全操作规程
格式:pdf
大小:5KB
页数:2P
4.7
埋弧自动焊机安全操作规程 一、工作前 1、熟悉被焊工件的焊接工艺,了解焊缝位置、尺寸和技术要求,正确理 解焊接工艺参数。 2、全面检查设备。导线应绝缘良好,各连接部位不得松动,控制箱、电 源外壳应接地。焊接小车的胶轮应绝缘良好,机械活动部位应及时加润滑油, 确保运转灵活。 3、检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或 接触不良时应更换。 4、检查减速箱油槽中的润滑油,不足时应添加。 5、软管式送丝机构的软管槽孔应保畅通。 6、检查焊丝、焊剂的牌号、规格及质量是否符合要求,焊剂使用前必须 按焊剂的说明书要求进行烘干。 7、检查焊件的装配质量及坡口清理情况,要求坡口内及两侧30mm范围 内不得有熔渣、油、锈等脏物。 8、装好引弧板和引出板,引弧板和引出板的材质、厚度、坡口形式应与 产品相同。 二、工作中 1、接通电源,启动焊接小车到焊接位置。 2、向焊剂料斗内加入约2
标题CNC全自动门型埋弧焊机热门文档
 某工程埋弧焊机安全操作规程技术交底
某工程埋弧焊机安全操作规程技术交底 某工程埋弧焊机安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
某工程埋弧焊机安全操作规程技术交底——交底内容: 1.作业前,应检查并确认各部分导线连接良好,控制箱的外壳和接线板上的罩壳盖好。 2.应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或接触不良时应更换。 3.作业前,应检查减速...

003埋弧焊机安全操作规程技术交底
格式:doc
大小:21KB
页数:1P
4.4
埋弧焊机安全操作规程技术交底 1、作业前,应检查并确认各部分导线连接良好,控制箱的外壳和接线板上的罩壳盖好。 2、应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或接触不良时应更换。 3、作业前,应检查减速箱油槽中的润滑油,不足时应添加。 4、软管式送丝机构的软管槽孔应保持清洁,并定期吹洗。 5、作业时,应及时排走焊接中产生的有害气体,在通风不良的舱室或容器内作业时,应安装通风设备。 6、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 7、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 8、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监护。 9、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液的工件时,应先消除
003埋弧焊机安全操作规程技术交底(1)
格式:pdf
大小:9KB
页数:1P
4.5
精品文档精心整理 仅供工程人士参考 埋弧焊机安全操作规程技术交底 1、作业前,应检查并确认各部分导线连接良好,控制箱的外壳和接线板上的罩壳盖好。 2、应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或接触不良时应更 换。 3、作业前,应检查减速箱油槽中的润滑油,不足时应添加。 4、软管式送丝机构的软管槽孔应保持清洁,并定期吹洗。 5、作业时,应及时排走焊接中产生的有害气体,在通风不良的舱室或容器内作业时,应安 装通风设备。 6、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、高空坠落、 瓦斯中毒和火灾等事故的安全措施。 7、现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 8、高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监 护。 9、当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液的工件时,应先
埋弧焊机安全操作规程技术交底 埋弧焊机安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
埋弧焊机安全操作规程技术交底——交底内容: 1.作业前,应检查并确认各部分导线连接良好,控制箱的外壳和接线板上的罩壳盖好。 2.应检查并确认送丝滚轮的沟槽及齿纹完好,滚轮、导电嘴(块)磨损或接触不良时应更换。 3.作业前,应检查减速箱油槽...
PC控制全自动氩弧焊机组的研制
格式:pdf
大小:132KB
页数:3P
3
pc控制全自动氩弧焊机组的研制——分析传统氩弧焊机组存在的主要问题,从结构、性能上对机组的三大组成部分一一焊接电源、控制部分、机械传动部分进行全新的设计,着重叙述系统的全自动化控制过程。
标题CNC全自动门型埋弧焊机精华文档
交流电焊机、埋弧焊机安全操作规程技术交底
格式:pdf
大小:44KB
页数:4P
4.5
交流电焊机、埋弧焊机 安全操作规程技术交底 交流电焊机安全操作规程技术交底 工程名称: 施工单位建设单位 安全设施名称作业部位 交底部门交底人施工期限年月日至年月日 接受交底班组或员工签名: 交底内容: 1.焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止 触电、高空坠落、瓦斯中毒和火灾等事故的安全措施。 2.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的 消防器材。 3.高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措 施,并应有专人监护。 4.当需施焊受压容器、密封容器、油桶、管道、沾有可燃气体和溶液的工 件时,应先消除容器及管道内压力,消除可燃气体和溶液,然后冲洗有毒、有 害、易燃物质;对存有残余油脂的容器,应先用蒸汽、碱水冲洗,并打开盖口, 确认容器清洗干净后,再灌满清水方可进行焊接。在容器内焊接应采取防止触 电
新型单柱式管—板全自动氩弧焊机的研制
格式:pdf
大小:179KB
页数:3P
3
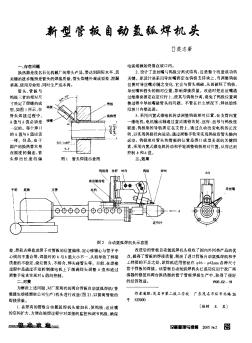
新型单柱式管—板全自动氩弧焊机的研制——介绍了新型单柱式全自动管板氩孤焊机的结构特点、工作原理、主要部件和焊接的使用效果。
BX1系列交流自动弧焊机
格式:pdf
大小:298KB
页数:3P
4.6
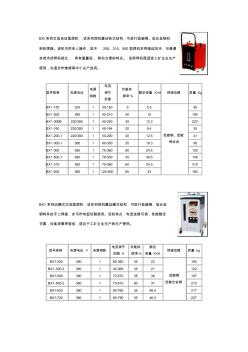
bx1系列交流自动弧焊机:该系列焊机属动铁式结构,可进行低碳钢、低合金钢材 料的焊接。该机可供单人操作,其中250、315、500型焊机采用强迫风冷,与普通 自然冷却焊机相比,具有重量轻,移动方便的特点。该类焊机既适宜工矿企业生产 使用,也适合作维修等中小业户选用。 型号规格电源电压 电源 相数 电流 调节 范围 负载持 续率% 额定容量kva焊接范围质量kg bx1-150220130-15095.5 低碳钢、低碳 钢合金 95 bx1-200380140-2104015190 bx1-300b220/380145-2503512.3223 bx1-160220/380145-164209.435 bx1-200-1220/380150-2002012.541 bx1-300-1380160-300
管板自动脉冲氩弧焊机的应用 管板自动脉冲氩弧焊机的应用
格式:pdf
大小:57KB
页数:2P
4.6
1.管板自动脉冲氩弧焊机简介我公司从瑞典esab公司购买了一台mechtig315管板自动脉冲氩弧焊机,该焊机具有先进的设计和强大的功能:①可作为一台高品质的逆变弧焊电源进行焊条电弧焊、手工钨极氩弧焊操作。②可配合多种焊接机头(prb、prg、pri)进行管子和管子、管子和管板多种形式的焊接。
标题CNC全自动门型埋弧焊机最新文档
氩弧焊机点检表
格式:pdf
大小:37KB
页数:1P
4.8
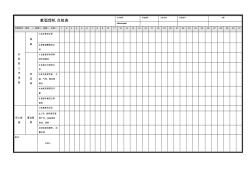
氩弧焊机点检表 文件编号设备编号设备名称规格型号日期 db02040606 记录符号:完好√异常×待修△未用○12345678910111213141516171819202122232425262728293031 开 机 前 工 作 准 备 准 备 1启动是否正常 2.参数调整是否正 常 空 运 转 1.设备是否有异常 响声或振动 2.各指示灯是否正 常 3.有无异常声音、升 温、气味、振动等 情况 4.地线连接是否可 靠 5.易损件能否正常 使用 完工检 查 清洁保 养 1.电源是否关闭, 2.工件、废料是否清 理干净,设备是否 清洁、保养 3.现场是否整理、定 置合理 备注: 点检人
交流弧焊机
格式:pdf
大小:92KB
页数:4P
4.6
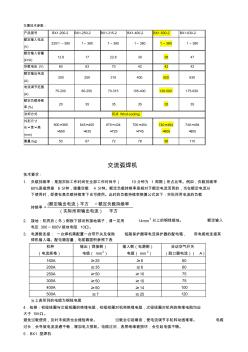
主要技术参数: 产品型号bx1-200-2bx1-250-2bx1-315-2bx1-400-2bx1-500-2bx1-630-2 额定输入电压 (v) 220/1~3801~3801~3801~3801~3801~380 额定输入容量 (kva) 12.61722.8303847 空载电压(v)606370424242 额定输出电流 (a) 200250315400500630 电流调节范围 (a) 75-20060-25070-315105-400130-500175-630 额定负载持续 率(%) 203535353535 冷却方式风冷wind-cooling 外形尺寸 长×宽×高 (mm) 600×365 ×590 645×405 ×635 670×434 ×725 700×454 ×745 74
BX型交流弧焊机技术参数
格式:pdf
大小:92KB
页数:4P
4.4
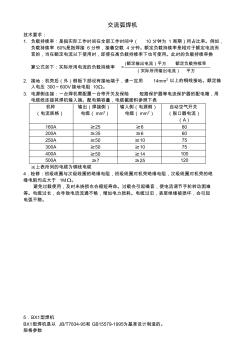
交流弧焊机 技术要求: 1.负载持续率:是指实际工作时间在全部工作时间中(10分钟为1周期)所占比率。例如, 负载持续率60%是指焊接6分钟,接着空载4分钟。额定负载持续率是相对于额定电流而 言的,当在额定电流以下使用时,即使在高负载持续率下也可使用。此时的负载持续率换 算公式如下:实际所用电流的负载持续率= 平方(实际所用输出电流) 额定负载持续率额定输出电流)平方( 2.接地:机壳后(外)侧板下部设有接地端子,请一定用14mm2以上的铜线接地。额定输 入电压300~600v接地电阻10ω。 3.电源侧连接:一台焊机需配置一台带开关及保险短路保护器等电流保护器的配电箱,用 电缆线连接其焊机输入端。配电箱容量,电缆截面积参照下表 机种 (电流规格) 输出(焊接侧) 电缆(mm2) 输入侧(电源侧) 电缆(mm2) 自动空气开关 (脱口器电流) (a) 160a
焊接与切割设备的使用和维修(五十六)——埋弧焊机的安装、使用与维修
格式:pdf
大小:1.3MB
页数:3P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
杰克JK-T5878-58全自动门襟机 杰克JK-T5878-58全自动门襟机
格式:pdf
大小:346KB
页数:未知
4.4
jk-t5878—58全自动门襟机是新杰克缝纫机股份有限公司自主研发的特种机中最具代表性的力作。该产品在中国缝制机械协会于2011年9月26日颁发的缝制机械行业“十一五”科技创新成果奖上荣获二等奖。
PC控制全自动氩弧焊机组的研制 PC控制全自动氩弧焊机组的研制
格式:pdf
大小:521KB
页数:未知
4.5
分析传统氩弧焊机组存在的主要问题,从结构、性能上对机组的三大组成部分——焊接电源、控制部分、机械传动部分进行全新的设计,着重叙述系统的全自动化控制过程。
配用旋转直流弧焊电源的埋弧焊机电流电压的调节 配用旋转直流弧焊电源的埋弧焊机电流电压的调节
格式:pdf
大小:167KB
页数:未知
4.6
实际生产中经常遇到配用旋转直流弧焊电源的埋弧焊机,焊接电流电压的调节问题。一般来说,me-1000埋弧焊机的焊接电流电压的调解比较容易,焊接过程稳定,焊接质最好。这是由于mz-1000埋弧焊机焊接电弧一方面靠电弧电压反馈信号来控制焊丝给送速度(这是主要的),另一方面电弧本身的自调节特性也起一定的作用,因此稳定性好。而
标题CNC全自动门型埋弧焊机相关
文辑推荐
知识推荐
百科推荐

职位:铁路工程
擅长专业:土建 安装 装饰 市政 园林


