

宝钢Φ460无缝钢管三辊连轧管机组的技术进步
格式:pdf
大小:592KB
页数:4P
人气 :76
 4.7
4.7
简述了宝钢460无缝钢管项目热轧线的技术设计。对比当今世界上最先进的同类大口径三辊连轧管机组,分析了宝钢460三辊连轧管机组的技术进步:加大原料管坯直径;提高锥式穿孔机的轧制力矩,增大穿孔机轧辊直径,并在进料侧使用管坯预旋转装置;减少连轧管机及定径机的孔型系列;提高连轧管机的最大允许轧制力;采用12机架定径机,最后3个为可调型机架;应用了液压小舱技术及CARTA工艺控制软件包等。



 三辊无缝钢管连轧管机的安全系统
三辊无缝钢管连轧管机的安全系统 三辊无缝钢管连轧管机的安全系统
安全已成为设备不可缺少的一部分,出口产品的安全更是必不可少的,安全继电器是一种成熟的安全产品。介绍了三辊无缝钢管热连轧管机的工艺概况及对安全性的需求,通过使用安全继电器建立了三辊无缝钢管连轧管机的安全系统,满足了生产和维护的安全需要。增加安全继电器后使设备的安全生产更加有保障,为产品的出口提供了有力的支撑。
用限动芯棒连轧管机组生产厚壁无缝钢管的探讨 用限动芯棒连轧管机组生产厚壁无缝钢管的探讨
简要分析了国内厚壁无缝钢管的生产状况。针对市场对大、中口径厚壁无缝钢管需求量的增加,产需矛盾日趋加大,且现阶段厚壁钢管,特别是高端品种的厚壁钢管主要依赖进口的状况,就采用限动芯棒连轧管机组生产厚壁钢管提出了见解,并据此讨论了生产中可能出现的技术问题。
编辑推荐下载
42×4无缝钢管-76×4无缝钢管-89×3.5无缝钢管-108×6无缝钢管价格单
格式:pdf
大小:12KB
页数:1P
4.4
聊城宽达钢管有限公司价格清单 产品名称、材质、规格、数量 产品名称规格mm单价(元)数量(吨)金额 无缝钢管42*44900元/吨30吨147000元 无缝钢管76*44900元/吨30吨147000元 无缝钢管89*3.54900元/吨30吨147000元 无缝钢管108*64900元/吨30吨147000元 合计金额大写:伍拾捌万捌仟元整金额小写:588000元 2019-8-1 聊城宽达钢管有限公司
无缝钢管定(减)径机组 无缝钢管定(减)径机组
格式:pdf
大小:42KB
页数:1P
4.8
本专利涉及无缝钢管的定(减)径机组,属于无缝钢管生产设备技术领域。它是由多台单机架减径机组合排列而成,特征是由两种不同类型的减径机架沿轧制线组合排列,前部2台以上是二辊式减径机架,后部1台以上是三辊式减径机架。
宝钢Φ460无缝钢管三辊连轧管机组的技术热门文档

无缝钢管无缝钢管
格式:pdf
大小:324KB
页数:17P
4.8
gb5310无缝钢管,gb5310-2008无缝钢管 电话:0, 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*

φ400无缝钢管机组毕业设计
格式:pdf
大小:1.1MB
页数:59P
4.5
内蒙古科技大学高等职业技术学院 毕业设计说明书(论文) 第页 1 目录 第一章:无缝钢管国内外发展概况及新建厂的必要性与可行性分析5 1.1钢管.................................................................................................................................................6 1.2无缝钢管市场分析与前景展望.....................................................................................................6 1.3包头地区建厂的必要性与可行性分析..................
无缝钢管扩径机辊型的设计 无缝钢管扩径机辊型的设计
格式:pdf
大小:202KB
页数:4P
4.7
通过坐标变换,建立扩径机辊型的数学模型。运用visualbasic平台对catia进行二次开发,使得轧辊辊型的设计能够参数化,并且给出了辊型设计常用的一段代码。
20#无缝钢管与45#无缝钢管比较
格式:pdf
大小:6KB
页数:2P
4.6
20#无缝钢管与45#无缝钢管比较 20#无缝钢管成分: 20#无缝钢管材质为20#钢,强度比15号钢稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、 压延、弯边和锤拱等加工, 20#无缝钢管 电弧焊和接触焊的焊接性能好,气焊时厚度小,外形要求严格或形状复杂的制件上易发生裂纹。切削加工 性冷拔或正火状态较退火状态好、一般用于制造受力不大而韧性要求高的。 20#无缝钢管的材料为:优质碳素结构钢 牌号:20钢 标准:gb8162-2008gb/t8163-2008gb3087-2008gb9948-2006gb5310-2008 强度比15号钢稍高,很少淬火,无回火脆性。冷变形塑性高、一般供弯曲、压延、弯边和锤拱等加工,电 弧焊和接触焊的焊接性能好,气焊时厚度小,外形要求严格或形状复杂的制件上易发生裂纹。切削加工性 冷拔或正火状态较退火状态好、一般用于制造受力不
无缝钢管轧管机用浮动芯棒 无缝钢管轧管机用浮动芯棒
格式:pdf
大小:41KB
页数:1P
4.4
公开了一种无缝钢管轧管机用浮动芯棒的制造方法。所述芯棒为圆锥台形,其大径端设有与轧管机芯杆连接的螺纹连接部,小径端设有顶头部,顶头部呈圆锥形。该芯棒能消除穿孔毛管时造成钢管前部壁厚比后部壁厚要薄的缺陷,提高了
宝钢Φ460无缝钢管三辊连轧管机组的技术精华文档
Φ140mm机组热轧无缝钢管的探伤设备 Φ140mm机组热轧无缝钢管的探伤设备
格式:pdf
大小:82KB
页数:3P
4.4
介绍了北满特殊钢股份有限责任公司无缝钢管厂引进的自动涡流探伤系统和自动超声波探伤系统的探伤方式,探伤主机的组成、特点和探伤系统的性能,以及设备用于试生产的情况。
φ140mm机组热轧无缝钢管的探伤设备 φ140mm机组热轧无缝钢管的探伤设备
格式:pdf
大小:82KB
页数:未知
4.7
介绍了北满特殊钢股份有限责任公司无缝钢管厂引进的自动涡流探伤系统和自动超声波探伤系统的探伤方式,探伤主机的组成,特点和探伤系统的性能,以及设备用于试生产的情况。
无缝钢管机组设计中应有的经济观点 无缝钢管机组设计中应有的经济观点
格式:pdf
大小:463KB
页数:3P
4.6
指出在无缝钢管机组的建设和生产中存在着重技术的先进性而忽视其经济性的现象。为此,就轧管机的经济规格范围、经济管坯与机组选型、当前以“冷”代“热”(小型穿孔机+冷技机组代76、140mm机组直接出小规格热轧管)中的经济问题,以及当前产品的多层次等问题进行了分析。
我国小直径无缝钢管生产机组的发展 我国小直径无缝钢管生产机组的发展
格式:pdf
大小:234KB
页数:7P
4.4
简要介绍了我国小直径无缝钢管生产机组的发展情况,对几种主要机型进行评述,尤其是对穿拔机组的生产工艺进行客观评价,并从钢管行业发展的角度,对小直径无缝钢管发展趋势进行分析。分析认为,未来小直径连轧管机组的建设与发展将以国产φ114mm、φ89mm连轧管机组为主;若产品定位在高中端、产量适中,cpe机组是一个较好的选择机型;斜轧管机组在未来的发展中会受到限制;改进型的自动轧管机组在生产中低端产品上有较强的竞争力,而穿拔机组生产的产品也将逐渐回归到冷拔产品中。
宝钢Φ460无缝钢管三辊连轧管机组的技术最新文档
冷拔无缝钢管和热拔无缝钢管的区别
格式:pdf
大小:82KB
页数:8P
4.5
冷拔钢管和热钢管的区别 1)热加工和冷加工的区别 热轧是热加工,冷拔是冷加工 (2)主要区别: 热轧是在再结晶温度以上进行轧制,冷轧为在再结晶温度以下轧制; 冷轧有的时候也会有加温的,但是温度比较低,因为冷轧之后会产生加 工硬化,如果对于材料的成型要求比较高,还要进行退火。 冷轧和热轧一般是板材或者型材,而冷拔一般是圆柱截面的线材。另外 热轧板材一般是合金含量较高,强度较高的钢材,而冷轧则是低碳低合金 的钢材,通过冷轧可以提高强度,保证材料表面质量。 冷拔无缝钢管和热轧无缝钢管的区别和板材不同。 无缝钢管是因其制造工艺不同,分为热轧(挤压)无缝钢管和冷拔(轧)无 缝钢管两种。 冷拔(轧)管又分为圆形管和异形管两种: 冷拔钢管一般需要多次拉拔,在每次拉拔之间要有相应的去应力退火, 保证下一次的冷拔顺利进行。从外表看冷轧无缝钢管往往是小直径的,热 轧无缝钢管往往是大直径的。冷
45#钢管(无缝钢管
格式:pdf
大小:20KB
页数:2P
4.7
45#钢管45#无缝钢管 20#、35#、45#、q345b/c/d 工业管工艺流程 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊 头——冷拔——固溶处理——酸洗——酸洗钝化——检验 20#无缝钢管工艺流程: 热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减 径)→冷却→坯管→矫直→质检壁厚→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多 道次冷拔(冷轧)→坯管→热处理→矫直→质检壁厚→水压试验(探伤)→标记→入库。 20#无缝管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量) 20#无缝钢管重量公式[(68-4)*4]*0.02466*1=6.31296(kg/米)以此类推 文本:0635-8887186
无缝钢管的热轧工艺
格式:pdf
大小:1.2MB
页数:14P
4.5
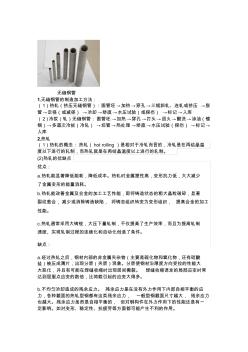
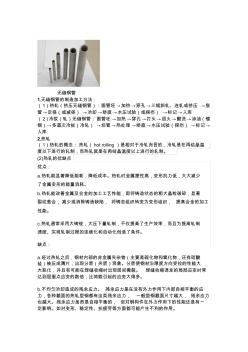
无缝钢管 1.无缝钢管的制造加工方法: (1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱 管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 (2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀 铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→ 入库 2.热轧 (1)热轧的概念:热轧(hotrolling)是相对于冷轧而言的,冷轧是在再结晶温 度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。 (2)热轧的优缺点 优点: a.热轧能显著降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少 了金属变形的能量消耗。 b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著 裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工 性能。 c.热轧通常采
无缝钢管的热轧工艺.
格式:pdf
大小:1.2MB
页数:14P
4.4
无缝钢管 1.无缝钢管的制造加工方法: (1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱 管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 (2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀 铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→ 入库 2.热轧 (1)热轧的概念:热轧(hotrolling)是相对于冷轧而言的,冷轧是在再结晶温 度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。 (2)热轧的优缺点 优点: a.热轧能显著降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少 了金属变形的能量消耗。 b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著 裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工 性能。 c.热轧通常采
无缝钢管的热轧工艺
格式:pdf
大小:1.0MB
页数:19P
4.8
. . 无缝钢管 1.无缝钢管的制造加工方法: (1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱 管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 (2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀 铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→ 入库 2.热轧 (1)热轧的概念:热轧(hotrolling)是相对于冷轧而言的,冷轧是在再结晶温 度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。 (2)热轧的优缺点 优点: a.热轧能显著降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少 了金属变形的能量消耗。 . . b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著 裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工
无缝钢管的热轧工艺综述
格式:pdf
大小:1.2MB
页数:14P
4.3
无缝钢管 1.无缝钢管的制造加工方法: (1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱 管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 (2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀 铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→ 入库 2.热轧 (1)热轧的概念:热轧(hotrolling)是相对于冷轧而言的,冷轧是在再结晶温 度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。 (2)热轧的优缺点 优点: a.热轧能显著降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少 了金属变形的能量消耗。 b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著 裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工 性能。 c.热轧通常采
φ273mm热轧无缝钢管机组技术方案(1)
格式:pdf
大小:153KB
页数:20P
4.5
φ273a-r热轧无缝钢管机组 技术方案 1综合说明 1.1设计依据 φ273mm热轧无缝钢管生产线预询价书。 1.2项目概况 φ273accu-roll热轧无缝钢管机组,设计年产直径φ168-φ273mm,壁厚 12-40mm无缝钢管20-25万吨。主要品种有:石油套管管体、石油套管接箍料、 钻杆管体管料、流体管、结构管等。 产品执行标准: 石油套管管体apispec5ct 石油套管接箍料apispec5ct 钻杆管体管料apispce5dp 推荐选择主轧机机型为accu-roll轧管机。 1.3设计范围 依据委托方认可的产品方案、工艺路线和设备选型,对热轧无缝钢管生产 线进行设计和设备供应。 1.4设计原则及指导思想 1)以市场为导向,经济效益为中心,确定产品大纲和年生产总量; 2)设备选型技术先
φ273mm热轧无缝钢管机组技术方案
格式:pdf
大小:153KB
页数:20P
4.4
φ273a-r热轧无缝钢管机组 技术方案 1综合说明 1.1设计依据 φ273mm热轧无缝钢管生产线预询价书。 1.2项目概况 φ273accu-roll热轧无缝钢管机组,设计年产直径φ168-φ273mm,壁厚 12-40mm无缝钢管20-25万吨。主要品种有:石油套管管体、石油套管接箍料、 钻杆管体管料、流体管、结构管等。 产品执行标准: 石油套管管体apispec5ct 石油套管接箍料apispec5ct 钻杆管体管料apispce5dp 推荐选择主轧机机型为accu-roll轧管机。 1.3设计范围 依据委托方认可的产品方案、工艺路线和设备选型,对热轧无缝钢管生产 线进行设计和设备供应。 1.4设计原则及指导思想 1)以市场为导向,经济效益为中心,确定产品大纲和年生产总量; 2)设备选型技术先
浅议无缝钢管连轧机组的轧制中心线 浅议无缝钢管连轧机组的轧制中心线
格式:pdf
大小:96KB
页数:3P
4.8
无缝钢管连轧机组的轧制中心线是否居中,直接决定着产品质量的优劣。介绍了无缝钢管连轧机组轧制中心线的确定及校核,并指出轧制中心线对产品质量的影响,同时对轧机设备的设计提出了建议。
宝钢Φ460无缝钢管三辊连轧管机组的技术相关
文辑推荐
知识推荐
百科推荐


职位:中级大数据工程师
擅长专业:土建 安装 装饰 市政 园林


