pcb焊盘焊盘种类
方形焊盘--印制板上元器件大而少、且印制导线简单时多采用。在手工自制PCB时,采用这种焊盘易于实现。圆形焊盘--广泛用于元件规则排列的单、双面印制板中。若板的密度允许,焊盘可大些,焊接时不至于脱落。
岛形焊盘--焊盘与焊盘间的连线合为一体。常用于立式不规则排列安装中。比如收录机中常采用这种焊盘。
泪滴式焊盘--当焊盘连接的走线较细时常采用,以防焊盘起皮、走线与焊盘断开。这种焊盘常用在高频电路中。
多边形焊盘--用于区别外径接近而孔径不同的焊盘,便于加工和装配。
椭圆形焊盘--这种焊盘有足够的面积增强抗剥能力,常用于双列直插式器件。
开口形焊盘--为了保证在波峰焊后,使手工补焊的焊盘孔不被焊锡封死时常用。
pcb焊盘造价信息
焊盘种类
方形焊盘——印制板上元器件大而少、且印制导线简单时多采用。在手工自制PCB时,采用这种焊盘易于实现。圆形焊盘——广泛用于元件规则排列的单、双面印制板中。若板的密度允许,焊盘可大些,焊接时不至于脱落。
岛形焊盘——焊盘与焊盘间的连线合为一体。常用于立式不规则排列安装中。比如收录机中常采用这种焊盘。
泪滴式焊盘——当焊盘连接的走线较细时常采用,以防焊盘起皮、走线与焊盘断开。这种焊盘常用在高频电路中。
多边形焊盘——用于区别外径接近而孔径不同的焊盘,便于加工和装配。
椭圆形焊盘——这种焊盘有足够的面积增强抗剥能力,常用于双列直插式器件。
开口形焊盘——为了保证在波峰焊后,使手工补焊的焊盘孔不被焊锡封死时常用。2100433B 解读词条背后的知识 昊天宸视觉检测 深圳市昊天宸科技有限公司
PCB外观检测设备厂家 PCB焊盘外观自动检测机
线路板生产工艺复杂,稍有偏颇,有可能导致产品不良。线路板厂商引进外观检测机设备,旨在检测线路板外观是否存在缺陷,将不合格的产品挑选出来,减少产品报废、后续返工、客户退货,保障产品质量。在这个工业4.0时代,一款自动化、智能化、精准高效的外观检测机成为线路板厂商不错的选择,不...
2021-07-070阅读18pcb焊盘焊盘种类常见问题
-
用PADS作PCB LAYOUT(单面板)时有需要后焊的元件,后焊元件的焊盘如何开防焊槽(C型焊盘),请大虾指点!
两种方法:1. 把焊盘封装重新做一个,主要是铜箔要挖掉你说的槽.既然你用Pads,那么可以先作个孔(单孔),然后手动画铜箔Coper后,关联associate到孔,以作新焊盘.记得也要加上Solder...
-
贴片元件焊盘为方形;插脚元件焊盘一般为圆形(其中IC第1脚为方形)
-
最好还是放置焊盘,将孔径与焊盘直径设置成一样大,还有选项镀金不要选择,这样就不会有沉铜。
pcb焊盘焊盘种类文献

 pcb焊盘设计规范
pcb焊盘设计规范
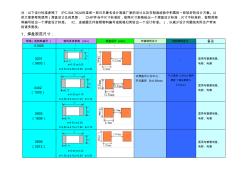
。 。1 注:以下设计标准参照了 IPC-SM-782A标准和一些日本著名设计制造厂家的设计以及在制造经验中积累的一些较好的设计方案。以 供大家参考和使用(焊盘设计总体思想: CHIP件当中尺寸标准的,按照尺寸规格给出一个焊盘设计标准;尺寸不标准的,按照其物 料编号给出一个焊盘设计标准。 IC、连接器元件按照物料编号或规格归类给出一个设计标准。),以减少设计问题给实际生产带来 的诸多困扰。 1、焊盘规范尺寸: 规格 (或物料编号 ) 物料具体参数 (mm) 焊盘设计 (mm) 印锡钢网设计 印胶钢网设计 备注 01005 / / / / 0201 (0603) a=0.10±0.05 b=0.30±0.05,c=0.60 ±0.05 / 适用与普通电阻、 电容、电感 0402 (1005) a=0.20±0.10 b=0.50±0.10,c=1.00 ±0.10 以焊盘中
 pcb焊盘设计规范(20200930165502)
pcb焊盘设计规范(20200930165502)
注:以下设计标准参照了 IPC-SM-782A标准和一些日本著名设计制造厂家的设计以及在制造经验中积累的一些较好的设计方案。以 供大家参考和使用(焊盘设计总体思想: CHIP件当中尺寸标准的,按照尺寸规格给出一个焊盘设计标准;尺寸不标准的,按照其物 料编号给出一个焊盘设计标准。 IC、连接器元件按照物料编号或规格归类给出一个设计标准。),以减少设计问题给实际生产带来 的诸多困扰。 1、焊盘规范尺寸: 规格 (或物料编号 ) 物料具体参数 (mm) 焊盘设计 (mm) 印锡钢网设计 印胶钢网设计 备注 01005 / / / / 0201 (0603) a=0.10±0.05 b=0.30±0.05,c=0.60 ±0.05 / 适用与普通电阻、 电容、电感 0402 (1005) a=0.20±0.10 b=0.50±0.10,c=1.00 ±0.10 以焊盘中心为中心,
PCB是重要的电子部件,是电子元器件的支撑体,是电子元器件电气连接的载体。PCB焊盘的设计十分重要,焊盘设计的会直接影响着元器件的焊接性、稳定性和热能传递,关系着贴片加工质量,因此在设计PCB焊盘时,就需要严格按照相关要求标准去设计。那么PCB焊盘设计的标准有哪些呢?
一、PCB焊盘的形状和尺寸设计标准:
1、调用PCB标准封装库。
2、有焊盘单边最小不小于0.25mm,整个焊盘直径最大不大于元件孔径的3倍。
3、尽量保证两个焊盘边缘的间距大于0.4mm。
4、孔径超过1.2mm或焊盘直径超过3.0mm的焊盘应设计为菱形或梅花形焊盘
5、布线较密的情况下,推荐采用椭圆形与长圆形连接盘。单面板焊盘的直径或最小宽度为1.6mm;双面板的弱电线路焊盘只需孔直径加0.5mm即可,焊盘过大容易引起无必要的连焊。
二、PCB焊盘过孔大小标准:
焊盘的内孔一般不小于0.6mm,因为小于0.6mm的孔开模冲孔时不易加工,通常情况下以金属引脚直径值加上0.2mm作为焊盘内孔直径,如电阻的金属引脚直径为0.5mm时,其焊盘内孔直径对应为0.7mm,焊盘直径取决于内孔直径。
以上就是顺易捷PCB厂家为大家介绍的有关PCB焊盘设计的标准有哪些的分析,希望可以给大家提供参考。
深圳顺易捷科技有限公司,是一家专注于印制线路板/PCB快速打样、双面、多层板大中小批量生产,同时提供钢网、SMT和元器件一站式服务的综合性高新技术企业。公司官网:https://www.syjpcb.com/
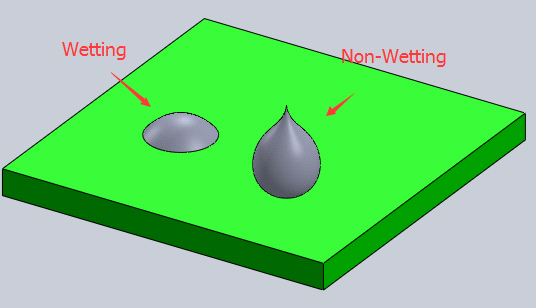
如何防止SMT回流过程中的非润湿缺陷
润湿问题通过非润湿和去湿来分类。
根据IPC标准,不润湿定义为熔融焊料不能与基体金属形成金属结合。
这导致PCB焊盘或组件的端子在回流焊过程中不能捕获焊料。
PCB焊盘或元件的引脚被氧化。氧化层防止焊料和表面镀层之间的接触。
电镀层厚度太薄或加工不良,在装配过程中容易损坏;
焊接温度不够高。与SnPb焊料相比,无铅焊料合金的熔点更高,更难以润湿。
预热温度过低或通量不活跃。垫或销表面上的氧化层未被有效去除。
锡膏已经过期,所以其通量不活跃。
电镀层材料和所应用的焊膏之间不匹配。
对于0201和01005尺寸的芯片,由于印刷的焊膏量较薄,因此焊膏中的助焊剂蒸发更快,从而影响使用相同回流曲线时焊膏的润湿性能。
焊膏或焊剂已被污染。
纠正措施密切关注PCB或组件的存储环境。确保它们符合标准,特别是在温度和湿度方面。
选择一块经过认证的电镀厚度超过5μm的PCB。
不要使用已经存放超过1年而没有任何保护膜的PCB。
不要使用过期的焊膏。
为特定的PCB选择合理的回流焊设置配置文件。
在回流炉环境中使用氮气可显着改善焊料润湿行为。
对于0201和01005封装元件,降低预热斜率。考虑在打印时调整模板孔径。
深圳市铭华航电SMT贴片打样一起起贴加工厂家。
文章来源http://www.xmpcba.com/NewDetail2593.html

SMT回流焊


回流焊或浸焊等方法加以焊接组装的电路装连技术。
概述
回流焊又称"再流焊"或"再流焊机"或"回流炉"(Reflow Oven),它是通过提供一种加热环境,使焊锡膏受热融化从而让表面贴装元器件和PCB焊盘通过焊锡膏合金可靠地结合在一起的设备。根据技术的发展分为:气相回流焊、红外回流焊、远红外回流焊、红外加热风回流焊和全热风回流焊。另外根据焊接特殊的需要,含有充氮的回流焊炉。比较流行和实用的大多是远红外回流焊、红外加热风回流焊和全热风回流焊。
红外再流焊
(1)第一代-热板式再流焊炉
(2)第二代-红外再流焊炉
热能中有 80%的能量是以电磁波的形式――红外线向外发射的。其波长在可见光之上限0.7~0.8um 到1mm 之间,0.72~1.5um 为近红外;1.5~5.6um 为中红外;5.6~1000um 为远红外,微波则在远红外之上。
升温的机理:当红外波长的振动频率与被辐射物体分子间的振动频率一致时,就会产生共振,分子的激烈振动意味着物体的升温。波长为1~8um。
第四区温度设置最高,它可以导致焊区温度快速上升,提高泣湿力。优点:使助焊剂以及有机酸和卤化物迅速水利化从而提高润湿能力;红外加热的辐射波长与吸收波长相近似,因此基板升温快、温差小;温度曲线控制方便,弹性好;红外加热器效率高,成本低。
缺点:穿透性差,有阴影效应――热不均匀。
对策:在再流焊中增加了热风循环。
(3)第三代-红外热风式再流焊。
对流传热的快慢取决于风速,但过大的风速会造成元件移位并助长焊点的氧化,风速控制在1.0~1.8m/s。热风的产生有两种形式:轴向风扇产生(易形成层流,其运动造成各温区分界不清)和切向风扇(风扇安装在加热器外侧,产生面板涡流而使得各温区可精确控制)。
基本结构与温度曲线的调整:
1. 加热器:管式加热器、板式加热器铝板或不锈钢板;
2. 传送系统:耐热四氟乙烯玻璃纤维布;
3. 运行平稳、导热性好,但不能连线,适用于小型热板型不锈钢网,适用于双面PCB,也不能连线;链条导轨,可实现连线生产。
4. 强制对流系统:温控系统。
工艺流程
1. 单面板:
(1) 在贴装与插件焊盘同时印锡膏;
(2) 贴放 SMC/SMD;
(3) 插装 TMC/TMD;
(4) 再流焊。
2. 双面板:
(1) 锡膏-再流焊工艺,完成双面片式元件的焊接;
(2) 然后在 B 面的通孔元件焊盘上涂覆锡膏;
(3) 反转 PCB 并插入通孔元件;
(4) 第三次再流焊。
注意事项
1、与SMB 的相容性,包括焊盘的润湿性和SMB 的耐热性;
2、焊点的质量和焊点的抗张强度;
3、焊接工作曲线:
预热区:升温率为1.3~1.5 度/s,温度在90~100s 内升至150 度。
保温区:温度为 150~180 度,时间40~60s。
再流区:从180到最高温度250 度需要10~15s,回到保温区约30s快速冷却
无铅焊接温度(锡银铜)217度。
4、Flip Chip 再流焊技术F.C。
汽相再流焊
又称汽相焊(Vapor Phase Soldering,VPS),美国最初用于厚膜集成电路的焊接,具有升温速度快和温度均匀恒定的优点,但传热介质FC-70 价格昂贵,且需FC-113,又是臭氧层损耗物质。优点:
1、汽相潜热释放对SMA 的物理结构和几何形状不敏感,使组件均匀加热到焊接温度;
2、焊接温度保持一定,无需采用温控手段,满足不同温度焊接的需要;
3、VPS 的汽相场中是饱和蒸气,含氧量低;
4、热转化率高。
激光再流焊
1、原理和特点:利用激光束直接照射焊接部位。
2、焊点吸收光能转变成热能,加热焊接部位,使焊料熔化。
3、种类:固体YAG(乙铝石榴石)激光器。
常用知识
1.一般来说,SMT车间规定的温度为23±7℃;
2.锡膏印刷时,所需准备的材料及工具:锡膏、钢板、刮刀、擦拭纸、无尘纸、清洗剂、搅拌刀;
3. 一般常用的锡膏成份为Sn96.5%/Ag3%/Cu0.5%;
4. 锡膏中主要成份分为两大部分锡粉和助焊剂;
5. 助焊剂在焊接中的主要作用是去除氧化物、破坏融锡表面张力、防止再度氧化;
6. 锡膏中锡粉颗粒与Flux(助焊剂)的体积之比约为1:1,重量之比约为9:1;
7. 锡膏的取用原则是先进先出;
8. 锡膏在开封使用时,须经过两个重要的过程回温、搅拌;
9.钢板常见的制作方法为:蚀刻、激光、电铸;
10. SMT的全称是Surface mount(或mounting)technology,中文意思为表面粘着(或贴装)技术;
11.ESD的全称是Electro-static discharge,中文意思为静电放电;
12. 制作SMT设备程序时,程序中包括五大部分,此五部分为PCB data; Mark data;Feeder data; Nozzle data; Part data;
13. 无铅焊锡Sn/Ag/Cu 96.5/3.0/0.5的熔点为217C;
14. 零件干燥箱的管制相对温湿度为<10%;
15. 常用的被动元器件(PassiveDevices)有:电阻、电容、电感(或二极体)等;主动元器件(ActiveDevices)有:电晶体、IC等;
16. 常用的SMT钢板的材质为不锈钢;
17. 常用的SMT钢板的厚度为0.15mm(或0.12mm);
18.静电电荷产生的种类有摩擦、分离、感应、静电传导等;静电电荷对电子工业的影响为:ESD失效、静电污染;静电消除的三种原理为静电中和、接地、屏蔽;
19. 英制尺寸长x宽0603=0.06inch*0.03inch,公制尺寸长x宽3216=3.2mm*1.6mm;
20. 排阻ERB-05604-J81第8码"4"表示为4个回路,阻值为56欧姆。电容ECA-0105Y-M31容值为C=106PF=1NF =1X10-6F;
21. ECN中文全称为:工程变更通知单;SWR中文全称为:特殊需求工作单,必须由各相关部门会签,文件中心分发,方为有效;
22.5S的具体内容为整理、整顿、清扫、清洁、素养;
23. PCB真空包装的目的是防尘及防潮;
24. 品质政策为:全面品管、贯彻制度、提供客户需求的品质;全员参与、及时处理、以达成零缺点的目标;
25. 品质三不政策为:不接受不良品、不制造不良品、不流出不良品;
26.QC七大手法是指检查表、层别法、柏拉图、因果图、散布图、直方图、控制图;
27.锡膏的成份包含:金属粉末、溶剂、助焊剂、抗垂流剂、活性剂;按重量分,金属粉末占85-92%,按体积分金属粉末占50%;
28. 锡膏使用时必须从冰箱中取出回温,目的是:让冷藏的锡膏温度恢复到常温,以利印刷。如果不回温则在PCBA进Reflow后易产生的不良为锡珠;
29. 机器之文件供给模式有:准备模式、优先交换模式、交换模式和速接模式;
30. SMT的PCB定位方式有:真空定位、机械孔定位、双边夹定位及板边定位;
31. 丝印(符号)为272的电阻,阻值为2700Ω,阻值为4.8MΩ的电阻的符号(丝印)为485;
32.BGA本体上的丝印包含厂商、厂商料号、规格和Datecode/(Lot No)等信息;
33. 208pinQFP的pitch为0.5mm;
34. QC七大手法中,鱼骨图强调寻找因果关系;
35. CPK指:实际状况下的制程能力;
36. 助焊剂在恒温区开始挥发进行化学清洗动作;
37. 理想的冷却区曲线和回流区曲线镜像关系;
38. Sn62Pb36Ag2之焊锡膏主要试用于陶瓷板;
39. 以松香为主的助焊剂可分四种:R、RA、RSA、RMA;
40.RSS曲线为升温→恒温→回流→冷却曲线;
41. 我们现使用的PCB材质为FR-4;
42. PCB翘曲规格不超过其对角线的0.7%;
43. STENCIL制作激光切割是可以再重工的方法;
44. 计算机主板上常用的BGA球径为0.76mm;
45.ABS系统为绝对坐标;
46. 陶瓷芯片电容ECA-0105Y-K31误差为±10%;
47. 使用的计算机的PCB,其材质为: 玻纤板;
48. SMT零件包装其卷带式盘直径为13寸、7寸;
49. SMT一般钢板开孔要比PCB PAD小4um可以防止锡球不良之现象;
50. 按照《PCBA检验规范》当二面角>90度时表示锡膏与波焊体无附着性;
51. IC拆包后湿度显示卡上湿度在大于30%的情况下表示IC受潮且吸湿;
52. 锡膏成份中锡粉与助焊剂的重量比和体积比正确的是90%:10%,50%:50%;
53. 早期之表面粘装技术源自于20世纪60年代中期之军用及航空电子领域;
54. 目前SMT最常使用的焊锡膏Sn和Pb的含量各为:63Sn 37Pb;共晶点为183℃
55. 常见的带宽为8mm的纸带料盘送料间距为4mm;
56. 在20世纪70年代早期,业界中新出现一种SMD,为"密封式无脚芯片载体",常以LCC简代之;
57. 符号为272之组件的阻值应为2.7K欧姆;
58. 100NF组件的容值与0.10uf相同;
60. SMT使用量最大的电子零件材质是陶瓷;
61. 回焊炉温度曲线其曲线最高温度215C最适宜;
62. 锡炉检验时,锡炉的温度245℃较合适;
63. 钢板的开孔型式方形、三角形、圆形,星形,本磊形;
64. SMT段排阻有无方向性无;
65. 市面上售之锡膏,实际只有4小时的粘性时间;
66. SMT设备一般使用之额定气压为5KG/cm2;
67. SMT零件维修的工具有:烙铁、热风拔取器、吸锡枪、镊子;
68. QC分为:IQC、IPQC、FQC、OQC;
69. 高速贴片机可贴装电阻、电容、IC、晶体管;包装方式为 Reel、Tray两种,Tube不适合高速贴片机;
70. 静电的特点:小电流、受湿度影响较大;
71. 正面PTH,反面SMT过锡炉时使用何种焊接方式扰流双波焊;
72. SMT常见之检验方法: 目视检验、X光检验、机器视觉检验、AOI光学仪器检测;
73.铬铁修理零件热传导方式为传导对流;
74. BGA材料其锡球的主要成份Sn90 Pb10,SAC305,SAC405;
75. 钢板的制作方法雷射切割、电铸法、化学蚀刻;
76. 迥焊炉的温度按:利用测温器量出适用之温度;
77. 迥焊炉之SMT半成品于出口时其焊接状况是零件固定于PCB上;
78. 现代质量管理发展的历程TQC-TQA-TQM;
79.ICT测试是针床测试;
80. ICT之测试能测电子零件采用静态测试;
81. 焊锡特性是融点比其它金属低、物理性能满足焊接条件、低温时流动性比其它金属好;
82. 迥焊炉零件更换制程条件变更要重新测量测度曲线;
83. 西门子80F/S属于较电子式控制传动;
84. 锡膏测厚仪是利用Laser光测: 锡膏度、锡膏厚度、锡膏印出之宽度;
85. SMT零件供料方式有振动式供料器、盘状供料器、卷带式供料器;
86. SMT设备运用哪些机构:凸轮机构、边杆机构、螺杆机构、滑动机构;
87. 目检段若无法确认则需依照何项作业BOM、厂商确认、样品板;
88. 若零件包装方式为12w8P,则计数器Pinth尺寸须调整每次进8mm;
89. 迥焊机的种类: 热风式迥焊炉、氮气迥焊炉、laser迥焊炉、红外线迥焊炉;
90. SMT零件样品试作可采用的方法:流线式生产、手印机器贴装、手印手贴装;
91. 常用的MARK形状有:圆形,"十"字形、正方形,菱形,三角形,万字形;
92. SMT段因Reflow Profile设置不当,可能造成零件微裂的是预热区、冷却区;
93. SMT段零件两端受热不均匀易造成:空焊、偏位、墓碑;
94. 高速机与泛用机的Cycle time应尽量均衡;
95. 品质的真意就是第一次就做好;
96. 贴片机应先贴小零件,后贴大零件;
97. BIOS是一种基本输入输出系统,全英文为:Base Input/Output System;
98. SMT零件依据零件脚有无可分为LEAD与LEADLESS两种;
99. 常见的自动放置机有三种基本型态,接续式放置型,连续式放置型和大量移送式放置机;
100. SMT制程中没有LOADER也可以生产;
101. SMT流程是送板系统-锡膏印刷机-高速机-泛用机-迥流焊-收板机;
102. 温湿度敏感零件开封时,湿度卡圆圈内显示颜色为蓝色,零件方可使用;
103. 尺寸规格20mm不是料带的宽度;
104. 制程中因印刷不良造成短路的原因:a. 锡膏金属含量不够,造成塌陷b.钢板开孔过大,造成锡量过多c. 钢板品质不佳,下锡不良,换激光切割模板d.Stencil背面残有锡膏,降低刮刀压力,采用适当的VACUUM和SOLVENT;
105.一般回焊炉Profile各区的主要工程目的:a.预热区;工程目的:锡膏中容剂挥发。b.均温区;工程目的:助焊剂活化,去除氧化物;蒸发多余水份。c.回焊区;工程目的:焊锡熔融。d.冷却区;工程目的:合金焊点形成,零件脚与焊盘接为一体;
106. SMT制程中,锡珠产生的主要原因:PCB PAD设计不良、钢板开孔设计不良、置件深度或置件压力过大、Profile曲线上升斜率过大,锡膏坍塌、锡膏粘度过低。
pcb焊盘相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 96电流表
- 采煤工作面
- CAD命令
- 星星BCD-201JH
- 螺纹标注
- 低电平
- 八角属
- 子母线
- 物理学原理在工程技术中的应用
- 渭河大桥
- 物理学原理在工程技术中的应用(第三版)
- 二线制传感器
- 试验操作规程
- 加筋土挡土墙
- 表面贴装技术
- 环境物理性污染控制
- 园林植物介壳虫种类调查及防治
- 在这里卡住 防止螺栓连接松弛的成对的楔形锁紧盘
- 异种钢焊接接头退火工艺
- 中国电器工业协会电焊机分会五届五次理事会
- 中国电器工业协会电焊机分会四届八次理事会会议纪要
- 宜昌市龙盘湖26区企业会所基坑土石方开挖施工方案
- 仪表盘、箱、柜、操作台施工交底记录(安装)
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 基于S3C2440和嵌入式Linux矩阵键盘设计
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 基于COSMOS永磁盘式强磁选机磁盘结构优化设计
- 工程测绘仪器种类
- 国标直缝焊管公称直径DN、NB与钢管外径OD区别
- 国标法兰盘标准尺寸(20200929161443)
- 基于ANSYS轿车轮毂轴承内法兰盘力矩刚性分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司