





我厂不锈钢产品多为薄壁容器,且直径较大。原焊接方法为焊条电弧焊或埋弧焊,均为双面焊,背侧需碳弧气刨清根,合格率不高,不但生产效率低,而且焊接变形难以控制。改用双面氩弧焊方法后,生产效率得以提高,改善焊缝一次探伤合格率。双面氩弧焊一次焊接成形,剩余部分采用埋弧焊或焊条电弧焊。1.工艺特点双面氩弧焊由两人操作,两人分布在焊道两端,
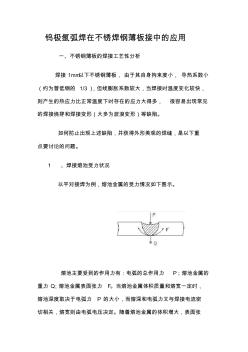
钨极氩弧焊在不锈焊钢薄板接中的应用 一、不锈钢薄板的焊接工艺性分析 焊接 1mm以下不锈钢薄板, 由于其自身拘束度小, 导热系数小 (约为普低钢的 1/3),但线膨胀系数较大,当焊接时温度变化较快, 则产生的热应力比正常温度下时存在的应力大得多, 很容易出现常见 的焊接烧穿和焊接变形(大多为波浪变形)等缺陷。 如何防止出现上述缺陷,并获得外形美观的焊缝,是以下重 点要讨论的问题。 1 、焊接熔池受力状况 以平对接焊为例,熔池金属的受力情况如下图示。 熔池主要受到的作用力有:电弧的总作用力 P;熔池金属的 重力 Q;熔池金属表面张力 F。当熔池金属体积质量和熔宽一定时, 熔池深度取决于电弧力 P 的大小,而熔深和电弧力又与焊接电流密 切相关,熔宽则由电弧电压决定。随着熔池金属的体积增大,表面张 力 F也随着增大,造成表面张力不能平衡电弧作用力 P和熔池金属的 重力 Q,此时熔池
喷火枪 焊接不锈钢相关专题
- 楼面砼裂缝如何防范
- 卡基诺金做楼梯好
- 卡曼石材做门槛石好看么
- 卡式炉是什么安全吗
- 卡特挖掘机型号怎么分
- 开发商建房地下溶洞问题
- 开发商建房流程有哪些
- 开放漆木门好不好
- 开放性阳台的保温如何做
- 卡特挖掘机的型号怎么区分
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 430铁素体不锈钢铸锭等轴晶率的熔炼方法
- 异种钢焊接接头退火工艺
- 应用案例常州地铁1号线列车扶手采用304L不锈钢
- 正畸托槽加不锈钢弓丝结扎固定外伤松动牙的疗效观察
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国对欧盟日本进口高性能不锈钢无缝钢管
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 中国不锈钢门行业市场前景分析预测年度报告(目录)
- 关于900t铁路架桥机钢结构焊接工艺采用标准
- 关于非不锈钢管道、设备系统凝结水回收节能技术改造
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法