




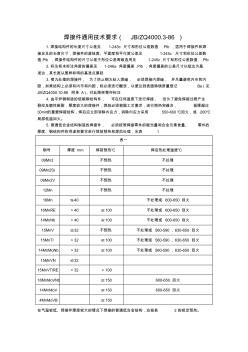
焊接件通用技术要求( JB/ZQ4000.3-86 ) 1.焊接结构件的长度尺寸公差见 1-245c 尺寸和形位公差数值 .Plb ,适用于焊接件和焊 接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见 1-245c 尺寸和形位公差数 值.Plb ,焊接件结构件的尺寸公差于形位公差等级选用见 1-245c 尺寸和形位公差数值 .Plb 2.标注和未标注角度的偏差见 1-246a 角度偏差 .Plb ,角度偏差的公差尺寸以短边为基 准边,其长度从图样标明的基准点算起 3.喷丸处理的焊接件, 为了防止钢丸钻入焊缝, 必须焊接内焊缝, 并尽量避免内市和内 腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记 Be(见 JB/ZQ4000.10-86 附录 A),对此图样需作标注 4.由平炉钢制造的低碳钢结构件, 可在任何温度下进行焊接, 但为了避免焊接过程产生 裂纹及脆
机械图纸 -技术要求汇总 一般技术要求 1. 零件去除氧化皮。 2. 零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。 3. 去除毛刺飞边。 热处理要求 1. 经调质处理, HRC50~55。 2. 零件进行高频淬火, 350~370℃回火, HRC40~45。 3. 渗碳深度 0.3mm。 4. 进行高温时效处理。 公差要求 1. 未注形状公差应符合 GB1184-80的要求。 2. 未注长度尺寸允许偏差± 0.5mm。 3. 铸件公差带对称于毛坯铸件基本尺寸配置。 零件棱角 1. 未注圆角半径 R5。 2. 未注倒角均为 2×45°。 3. 锐角 /尖角 /锐边倒钝。 装配要求 1. 各密封件装配前必须浸透油。 2. 装配滚动轴承允许采用机油加热进行热装,油的温度不得超过 100℃。 3.
热门知识
焊接件图纸技术要求-
话题: 工程造价zhtkongwei
-
话题: 工程造价wuqing98128
精华知识
焊接件图纸技术要求-
话题: 工程造价xiejianxun
最新知识
焊接件图纸技术要求
专题概述
焊接件图纸技术要求知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关焊接件图纸技术要求最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:焊接件图纸技术要求
相关话题
资料下载
-
`
- 大众汽车产品设计零件图纸技术要求编写及使用规范 `
- 焊接件通用技术条件试题 `
- 国标焊接技术要求 `
- 焊接技术要求 `
- 焊接件《通用技术条件》内控标准 `
- 焊接件通用技术条件 `
- 焊接件检验标准 `
- 焊接件检验标准 `
- 焊接件检验记录 `
- 环卫车焊接件焊接质量管理
相关资讯
焊接件图纸技术要求相关专题
- 焊接H型钢结构
- 钢结构的焊接规范有哪些
- 钢结构焊接工艺检测标准
- 钢结构焊接要点是什么
- 钢结构焊接标注符号
- 钢结构焊接无缝检测标准
- 钢结构焊接规范有哪些
- 钢结构焊接标准有哪些
- 钢结构焊接搭接错位是多少
- 钢结构焊接工艺评定费用
- 磷铵技术改造五大磷肥工程的建议
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 支持并行工程和智能CAPP的制造资源建模技术
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 应对水源突发污染的城市供水应急处理技术与应用
- 引用公路桥涵施工技术规范JTJ0412000
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以工作过程为导向构建高职建筑工程技术专业课程体系
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 智能微电网集成关键技术研发及其产业化项目通过验收
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修