精品文献
焊接件的技术要求
焊接件通用技术要求
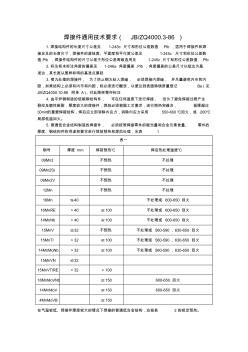
焊接件通用技术要求( JB/ZQ4000.3-86 ) 1.焊接结构件的长度尺寸公差见 1-245c 尺寸和形位公差数值 .Plb ,适用于焊接件和焊 接足见的长度尺寸,焊接件的直线度、平面度和平行度公差见 1-245c 尺寸和形位公差数 值.Plb ,焊接件结构件的尺寸公差于形位公差等级选用见 1-245c 尺寸和形位公差数值 .Plb 2.标注和未标注角度的偏差见 1-246a 角度偏差 .Plb ,角度偏差的公差尺寸以短边为基 准边,其长度从图样标明的基准点算起 3.喷丸处理的焊接件, 为了防止钢丸钻入焊缝, 必须焊接内焊缝, 并尽量避免内市和内 腔,如果结构上必须有内市和内腔,则必须进行酸洗,以便达到表面除锈质量登记 Be(见 JB/ZQ4000.10-86 附录 A),对此图样需作标注 4.由平炉钢制造的低碳钢结构件, 可在任何温度下进行焊接, 但为了避免焊接过程产生 裂纹及脆
焊接件通用技术条件试题
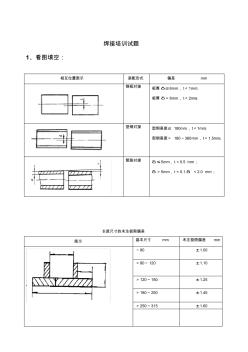
焊接培训试题 1、看图填空: 相互位置图示 装配形式 偏差 mm 钢板对接 板厚 δ≤6mm, t<1mm; 板厚 δ>6mm, t<2mm。 型钢对接 型钢高度≤ 180mm, t<1mm; 型钢高度> 180~360mm, t<1.5mm。 管路对接 δ≤5mm, t<0.5 mm; δ>5mm, t<0.1δ <2.0 mm; 长度尺寸的未注极限偏差 图示 基本尺寸 mm 未注极限偏差 mm ~80 ±1.00 >80~ 120 ±1.10 >120~180 ±1.25 >180~250 ±1.45 >250~315 ±1.60 焊缝外形尺寸及焊接缺陷 单位为 mm 图示 焊缝外形尺寸及焊接缺陷 单位为 mm 图示 气孔或夹渣 Δδ≤0.10δ≤1.5 累积长度不超过焊缝全长的 10%。 在50mm的焊缝长度上,单个气孔 不大于 0.5δ,但不得大于 3mm, 气