
- 首页 >
- > 管道焊接安装工程报价
更新时间:2024.04.14




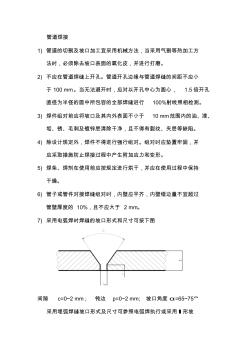
管道焊接 1) 管道的切割及坡口加工宜采用机械方法,当采用气割等热加工方 法时,必须除去坡口表面的氧化皮,并进行打磨。 2) 不应在管道焊缝上开孔。管道开孔边缘与管道焊缝的间距不应小 于 100 mm。当无法避开时,应对以开孔中心为圆心, 1.5倍开孔 直径为半径的圆中所包容的全部焊缝进行 100%射线照相检测。 3) 焊件组对前应将坡口及其内外表面不小于 10 mm范围内的油、漆、 垢、锈、毛刺及镀锌层清除干净,且不得有裂纹、夹层等缺陷。 4) 除设计规定外,焊件不得进行强行组对。组对时应垫置牢固,并 应采取措施防止焊接过程中产生附加应力和变形。 5) 焊条、焊剂在使用前应按规定进行烘干,并应在使用过程中保持 干燥。 6) 管子或管件对接焊缝组对时,内壁应平齐,内壁错边量不宜超过 管壁厚度的 10%,且不应大于 2 mm。 7) 采用电弧焊时焊缝的坡口形式和尺寸可按下图 间隙 c=0~2
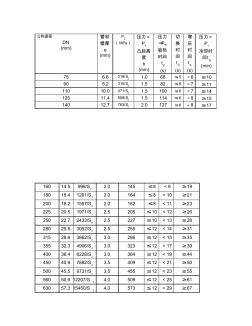
公称直径 DN (mm) 管材 壁厚 e (mm) P2 (MPa) 压力= P1 凸起高 度 h (mm) 压力 ≈P拖 吸热 时间 t2 (s) 切 换 时 间 t3 (s) 增 压 时 间 t4 (s) 压力= P1 冷却时 间t 5 (min) 75 6.8 219/S2 1.0 68 ≤5 <6 ≥10 90 8.2 315/S2 1.5 82 ≤6 <7 ≥11 110 10.0 471/S2 1.5 100 ≤6 <7 ≥14 125 11.4 608/S2 1.5 114 ≤6 <8 ≥15 140 12.7 763/S2 2.0 127 ≤8 <8 ≥17 160 14.5 996/S2 2.0 145 ≤8 <9 ≥19 180 16.4 1261/S2 2.0 164 ≤8 <10 ≥21
热门知识
管道焊接安装工程报价-
话题: 工程造价miaoxinguang
-
话题: 工程造价tankang888
-
话题: 计价依据jc_铜仁市建筑设计院
精华知识
管道焊接安装工程报价-
话题: 工程造价upmiaomiao
-
话题: 工程造价Donaldyang1
-
话题: 造价管理xiexiuling
最新知识
管道焊接安装工程报价
专题概述
管道焊接安装工程报价知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关管道焊接安装工程报价最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:管道焊接安装工程报价
相关话题
资料下载
-
`
- 工艺管道焊接要领 `
- 管道焊接专业.. `
- 管道焊接常用标准 `
- 管道焊接方案 `
- 管道焊接规范 `
- 管道焊接常用标准 (2) `
- 管道焊接常用标准 (4) `
- 管道焊接规范 `
- 管道焊接论文关于焊接论文 `
- 管道焊接合同
相关资讯
管道焊接安装工程报价相关专题
- 自来水给水管道
- 怎样看懂给水管道系统图
- 只有排水管道有基础
- 降水排水管道
- 有关给排水管道预留问题
- 雨水管道算是排水系统
- 压力排水管道中的软接头
- 一层排水管道标高
- 建筑给排水的管道图纸
- 给排水、采暖管道土方问题
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 中国焊接学会堆焊及表面工程专委会
- 智能建筑智能化工程名词解释-通信系统设备安装工程
- 以工作任务为载体的安装工程造价课程教学改革与实践
- 云南某科研大楼及配套工程建筑安装工程施工组织设计
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 中国哈尔滨国际水处理给排水设备及泵阀管道展会概况
- 在用工业管道定期检验规程.20030601doc
- 医院工程电气、弱电、消防火灾报警安装工程监理细则
- 中低压燃气管道工程质量控制及常见问题处理教学提纲
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 应急柴油发电机组安装00D272机组冷却方式
- 支架、吊架安装检验批模板
- 云南省造价工程师安装计量:除锈、刷油和衬里考试题
- 义龙丽景都市公寓门窗玻璃安装分项工程监理实施细则