
- 首页 >
- > 不锈钢卡压活接双外丝
更新时间:2024.04.20




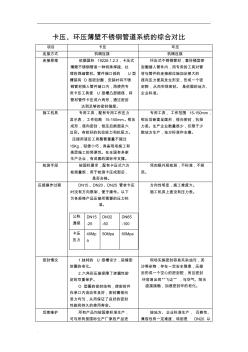
. . 卡压、环压薄壁不锈钢管道系统的综合对比 项目 卡压 环压 连接方式 机械连接 机械连接 连接原理 依据国标 19228.1.2.3,卡压式 薄壁不锈钢管是一种特殊焊接、处 理的焊缝管材。管件端口部的 U 型 槽装有 O 型密封圈,安装时将不锈 钢管材插入管件端口内,再使用专 用卡压工具使 U 型槽凸部缩径,将 管材管件卡压成六角形,通过密封 达到足够的密封强度。 环压式不锈钢管材,套好桶型密 封圈插入管件内,用专用的工具对管 材与管件的连接部位施加足够大的 径向压力使其发生形变,形成一个密 封腔,从而实现密封。 是依据的地方、 企业标准。 施工机具 专用工具,配有专用工作压力 显示表,工作范围 15-150mm。钳压 成形,径向密封,钳压后断面呈六 边形。有较好的抗拉拔力和抗扭力。 压接用液压工具整套重量不超过 15Kg,轻便小巧,具备现场施工和 高层施工的简便性。在全国有多家
一、 施工准备 1. 熟悉本专业及其他相关专业图纸,做好技术、 、安全交底。 2. 所使用材料已经有关方面认可,报验合格。 二、材料要求 1、材料进场后首先应检查其有无出厂合格证,再检查其材质是否符合本工程的要求。管壁 应薄厚均匀,内外光滑整洁,不得有砂眼、裂纹、疙瘩,管件无偏扣、乱扣、等现象。材料 不合格者不得使用。 2、管材、管件在装卸、运输、储存等过程中应该小心轻放,排列整齐,不得手尖锐物品碰 撞,不得抛、摔、拖、压,施工现场应防止与腐蚀的介质和污染物相接触,管材、管件内外 污垢应清理干净才可供工程使用。 三、 主要机具 1. 机具:液压卡压机、冲击钻、电锤、砂轮锯、电气焊等。 2. 工具:专用扳手、扳手、手锤、凿子、水平尺、钢卷尺、线坠等。 四、工艺流程: 1、 管道预制: (1)预制应在非碳钢材质的平台上制作,预制段尺寸按修正后的管段图进行,保证运 输、吊装条 件及有可调
热门知识
不锈钢卡压活接双外丝-
话题: 工程造价singulargx
精华知识
不锈钢卡压活接双外丝-
话题: 室内设计luo2344315
最新知识
不锈钢卡压活接双外丝-
话题: 地产家居guoxiaolang
-
话题: 工程造价jianzhuxue24
专题概述
不锈钢卡压活接双外丝知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关不锈钢卡压活接双外丝最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:不锈钢卡压活接双外丝
相关话题
资料下载
相关资讯
不锈钢卡压活接双外丝相关专题
- 可否制作不锈钢方管冲孔机
- 可丽纳特不锈钢筷子笼CP010
- 刻蚀不锈钢板多少钱一平
- 昆明不锈钢水箱
- 昆山不锈钢切割到哪里加工
- 昆山哪里卖不锈钢管
- 昆山哪里有黑钛镜面不锈钢
- 昆山哪里有卖不锈钢的
- 昆山哪里需要做不锈钢
- 昆山专业做不锈钢挡水板
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 可替代现有隔热保温材料的新型材料
- 医院病房楼工程施工装饰装修工程施工控制
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 中国电力井盖行业市场前景分析预测年度报告(目录)